فهرست عناوین این مقاله:
1 – امکان ساخت المان های بتنی با شکل آزاد توسط پرینترسه بعدی بتن
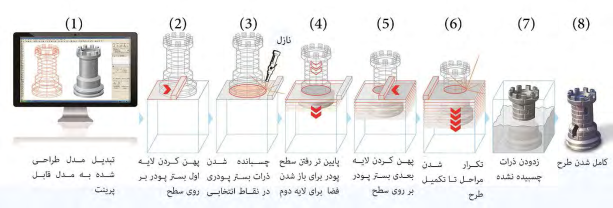
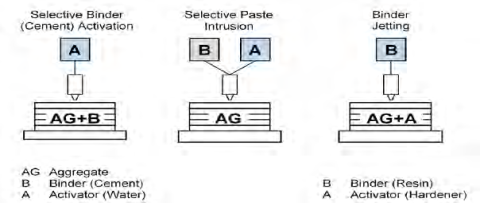
2 – ﺗﮑﻨﻮﻟﻮژی پرینت سه بعدی و اﻧﻮاع روشﻫﺎی آن
3 – ﭘﯿﺸﯿﻨﻪ ﭘﮋوﻫﺶ در زﻣﯿﻨﻪ پرینت سه بعدی ﺑﻪ روش ﺑﺴﺘﺮﭘﻮدر SLS
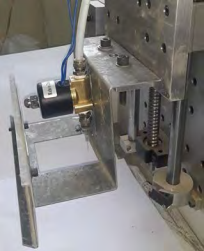
4 – دﺳﺘﮕﺎه ﺳﺎﺧﺘﻪ ﺷﺪه برای پرینت سه بعدی
5 – ﺑﺮرﺳﯽ ﭘﺎراﻣﺘﺮ ﻫﺎ و شرایط پرینت سه بعدی بتن
6 – ﻗﻄﻌﺎت بتنی ﭘﺮﯾﻨﺖ ﺷﺪه با پرینتر سه بعدی بتن
7 – ﻧﺘﯿﺠﻪ ﮔﯿﺮی
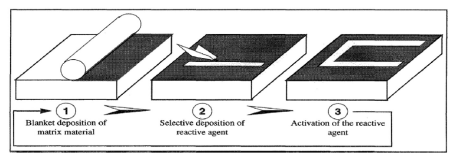 ﺷﮑﻞ -3 ﻧﻤﺎﯾﯽ ﺷﻤﺎﺗﯿﮏ از ﻣﺮاﺣﻞ روش اراﺋﻪﺷﺪه ﺗﻮﺳﻂ ﭘﮕﻨﺎ
ﺷﮑﻞ -3 ﻧﻤﺎﯾﯽ ﺷﻤﺎﺗﯿﮏ از ﻣﺮاﺣﻞ روش اراﺋﻪﺷﺪه ﺗﻮﺳﻂ ﭘﮕﻨﺎ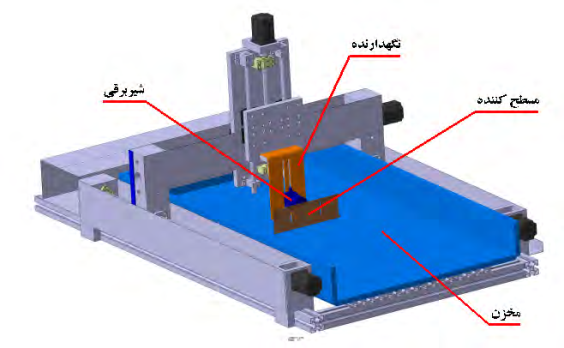
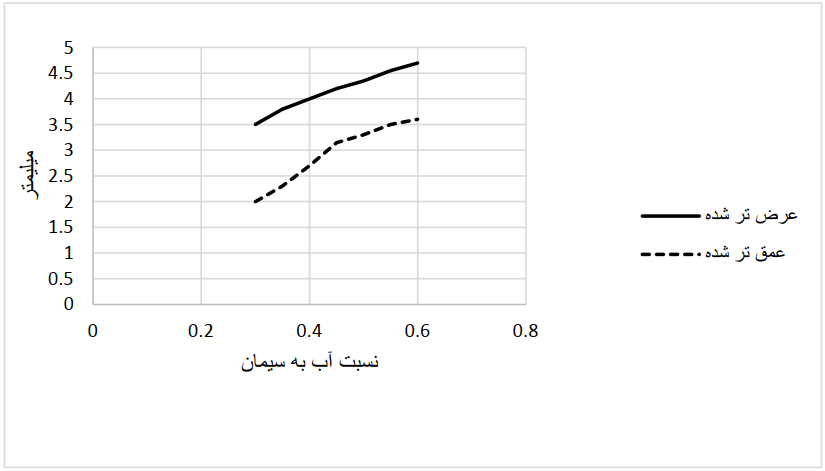 ﺷﮑﻞ -6 ﻧﻤﻮدار ﺑﺮرﺳﯽ ﻋﺮض و ﻋﻤﻖ ﺗﺮ ﺷﺪه
ﺷﮑﻞ -6 ﻧﻤﻮدار ﺑﺮرﺳﯽ ﻋﺮض و ﻋﻤﻖ ﺗﺮ ﺷﺪه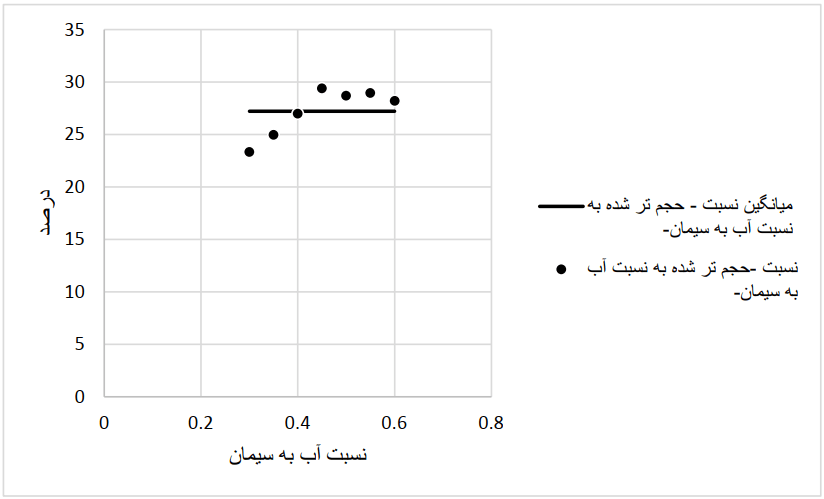 ﺷﮑﻞ -7 ﻧﻤﻮدار ﺑﺮرﺳﯽ ﺣﺠﻢ ﺗﺮ ﺷﺪه
ﺷﮑﻞ -7 ﻧﻤﻮدار ﺑﺮرﺳﯽ ﺣﺠﻢ ﺗﺮ ﺷﺪه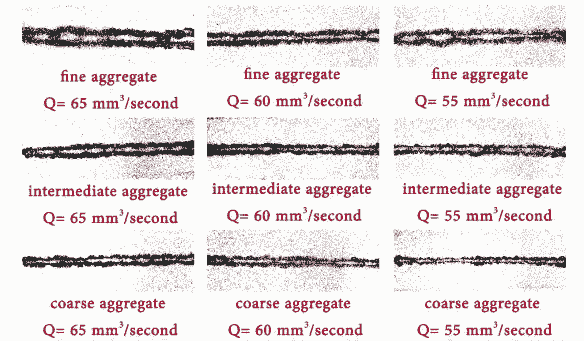 ﺷﮑﻞ -8 اﻟﮕﻮ ﺗﺮ ﺷﺪﮔﯽ ﺑﺴﺘﺮ ﻫﺎی ﭘﻮدر ﺑﺎ ﺣﺪاﮐﺜﺮ اﻧﺪازه داﻧﻪ و دﺑﯽ ﻣﺘﻔﺎوت
ﺷﮑﻞ -8 اﻟﮕﻮ ﺗﺮ ﺷﺪﮔﯽ ﺑﺴﺘﺮ ﻫﺎی ﭘﻮدر ﺑﺎ ﺣﺪاﮐﺜﺮ اﻧﺪازه داﻧﻪ و دﺑﯽ ﻣﺘﻔﺎوت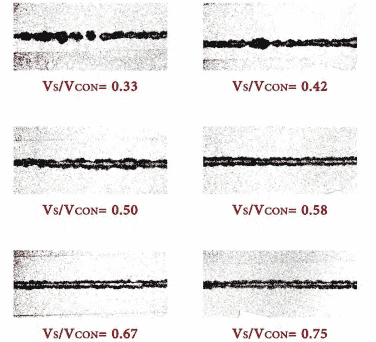 ﺷﮑﻞ -9 ﺗﺎﺛﯿﺮ ﻧﺴﺒﺖ ﺣﺠﻤﯽ ﻣﺎﺳﻪ ﺑﻪ ﺑﺘﻦ ﺑﺮ روی اﻟﮕﻮ ﭘﺎﺷﺶ
ﺷﮑﻞ -9 ﺗﺎﺛﯿﺮ ﻧﺴﺒﺖ ﺣﺠﻤﯽ ﻣﺎﺳﻪ ﺑﻪ ﺑﺘﻦ ﺑﺮ روی اﻟﮕﻮ ﭘﺎﺷﺶ ﺷﮑﻞ -10 ﻧﻤﺎﯾﯽ از ﻗﻄﻌﻪ ﭘﺮﯾﻨﺖ ﺷﺪه ﺷﻤﺎره 5
ﺷﮑﻞ -10 ﻧﻤﺎﯾﯽ از ﻗﻄﻌﻪ ﭘﺮﯾﻨﺖ ﺷﺪه ﺷﻤﺎره 5 ﺷﮑﻞ -11 ﻧﻤﺎ از ﮐﻨﺎر ﻗﺎﯾﻖ ﭘﺮﯾﻨﺖ ﺷﺪه
ﺷﮑﻞ -11 ﻧﻤﺎ از ﮐﻨﺎر ﻗﺎﯾﻖ ﭘﺮﯾﻨﺖ ﺷﺪه












1 دیدگاه. ارسال دیدگاه جدید
عالی، شما پرینتر سه بعدی بتن برای فروش دارید؟