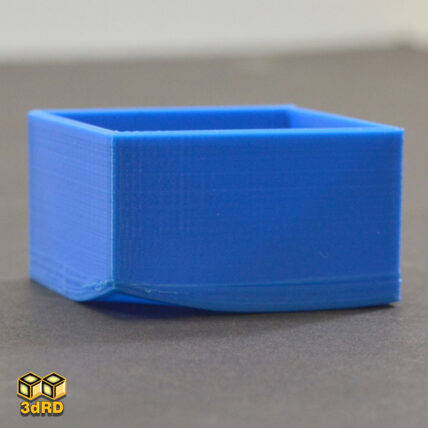
چاپ سه بعدی دنیایی از امکانات را پیش روی ما گشوده است. با این حال، یکی از مشکلات رایج در این تکنولوژی، رشته ای شدن است که به شکل رشتههای نازک پلاستیکی بر روی قطعه چاپ شده ظاهر میشود و از کیفیت نهایی کار میکاهد. اگر شما هم با این مشکل مواجه هستید، نگران نباشید. در این بخش از 3dRD، به شما خواهیم آموخت روش جلوگیری از رشته ای شدن در چاپ سه بعدی به روش آسان تا از شر این مشکل خلاص شوید و به چاپهایی با کیفیت بالا دست پیدا کنید.
در این بخش، شما با موارد زیر آشنا خواهید شد:
- علت اصلی رشته ای شدن: چرا و چگونه این مشکل در چاپ سه بعدی رخ میدهد.
- راهکارهای عملی: تنظیمات دقیق پرینتر، انتخاب مواد مناسب و ترفندهای کوچک برای جلوگیری از رشته ای شدن.
- معرفی نرم افزار: معرفی نرم افزار و دستورات مورد نیاز آن که می توانید این مورد را برطرف نمایید.
- آموزش گام به گام: آموزش های مورد نیاز در خصوص رفع این مشکل
علت های اصلی رشتهای شدن چاپ سه بعدی
رشتهای شدن یکی از مشکلات رایج در چاپ سه بعدی است که ظاهری نامطلوب به قطعه نهایی میدهد. این پدیده زمانی رخ میدهد که رشتههای نازکی از پلاستیک مذاب در حین جابجایی هد چاپگر روی قسمتهای خالی مدل، از نازل خارج شده و به قطعه میچسبند. دلایل اصلی این مشکل عبارتاند از: تنظیمات نادرست بازکشش (Retraction)، دمای بالای اکسترودر، سرعت چاپ بالا، ویسکوزیته پایین مواد مصرفی و عدم کالیبراسیون صحیح دستگاه. همچنین از سایر دلایل آن می توان اشاره کرد به :
- تغییرات دما: نوسانات دمای محیط میتواند بر ویسکوزیته فیلامنت تأثیر گذاشته و منجر به رشتهای شدن شود.
- کیفیت بستر چاپ: سطح ناهموار یا چسبندگی ضعیف بستر میتواند باعث شود که فیلامنت مذاب به جای چسبیدن به لایه زیرین، به صورت رشتههایی آویزان شود.
- طراحی مدل: مدلهایی با جزئیات زیاد یا overhangهای طولانیتر ممکن است مستعد رشتهای شدن باشند.
همچنین معمولا این مشکل به دو صورت نمایان می شود.
- مویی شدن و پرزهای زائد
- رشته ای شدن فیلامنت در هنگام پرینت سه بعدی
راهکارهای پیشرفته برای جلوگیری از رشتهای شدن چاپ سه بعدی
- استفاده از خشککن فیلامنت: رطوبت موجود در فیلامنت میتواند باعث ایجاد حبابهای هوا و در نتیجه رشتهای شدن شود. استفاده از خشککن فیلامنت میتواند رطوبت فیلامنت را کاهش داده و کیفیت چاپ را بهبود بخشد.
- کالیبراسیون جریان اکسترودر: اطمینان حاصل کنید که مقدار فیلامنت اکسترود شده در هر میلیمتر حرکت نازل، با مقدار تنظیم شده در نرمافزار اسلایسر مطابقت دارد.
- تنظیمات پیشرفته اسلایسر: برخی از اسلایسرها دارای تنظیمات پیشرفتهای مانند Coasting و Retraction Speed هستند که میتوانند در کاهش رشتهای شدن بسیار مؤثر باشند.
- تغییر جهت باد فن: جهت باد فن خنککننده را به گونهای تنظیم کنید که از روی هم قرار گرفتن لایهها جلوگیری کرده و به خنک شدن سریعتر فیلامنت کمک کند.
- استفاده از محافظ نازل: محافظ نازل میتواند از برخورد ذرات گرد و غبار به نازل جلوگیری کرده و باعث بهبود کیفیت چاپ شود.
تنظیمات اسلایسر برای کاهش رشتهای شدن
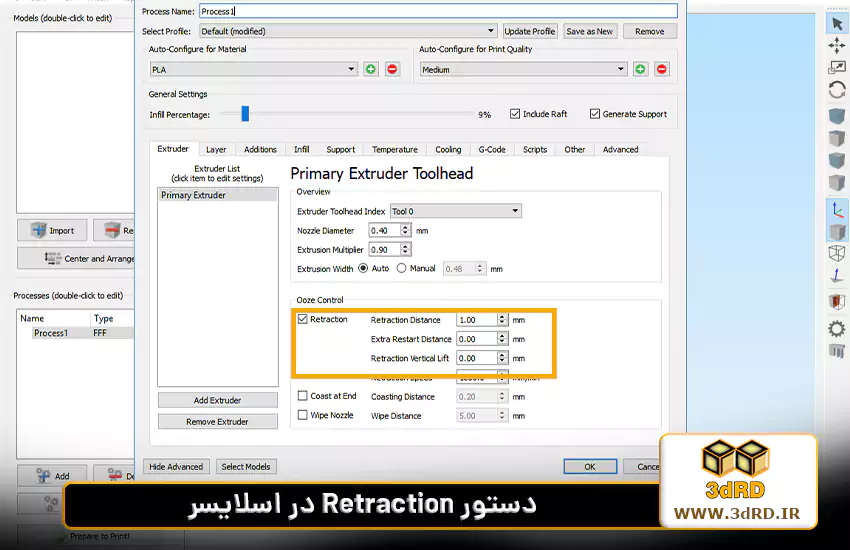
- Retraction: این تنظیم میزان عقبنشینی فیلامنت را هنگام حرکت نازل تعیین میکند. مقدار مناسب رترکشن به نوع فیلامنت، سرعت چاپ و طراحی مدل بستگی دارد.
- Retraction Speed: سرعت عقبنشینی فیلامنت نیز بر میزان رشتهای شدن تأثیر میگذارد. سرعت زیاد میتواند باعث ایجاد فشار منفی در نازل و در نتیجه کشیده شدن فیلامنت شود.
- Coast Distance: این تنظیم فاصلهای است که نازل به حرکت خود ادامه میدهد تا فیلامنت به طور کامل از نازل خارج شود. تنظیم مناسب Coast Distance میتواند به کاهش رشتهای شدن کمک کند.
نتیجهگیری
جلوگیری از رشتهای شدن در چاپ سه بعدی نیازمند درک عمیق از فرآیند چاپ و تنظیمات مختلف پرینتر است. با آزمایش و خطا و اعمال تنظیمات مناسب، میتوانید به راحتی از این مشکل جلوگیری کرده و به پرینتهای با کیفیت و بدون نقص دست پیدا کنید، یادتان باشد هرکاری و کار با هر نوع فناوری نیاز به تمرین و استمرار و رد کردن آزمون و خطاهای اولیه آن است و پس از کسب تجربیات کافی، شما در این مورد متخصص شده و به راحتی این موارد را حل خواهید کرد.
3dRD – بزرگترین تولید کننده انواع پرینتر های سه بعدی در ایران