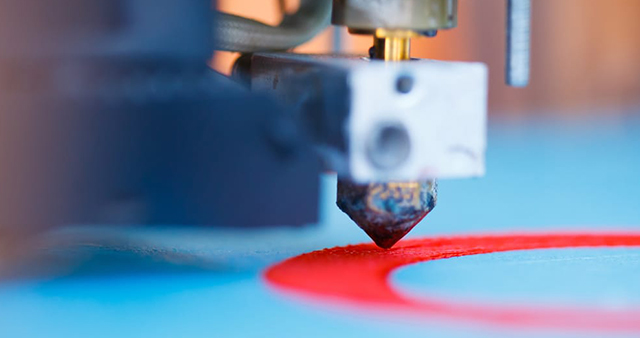
نازل پرینتر سه بعدی چیست؟ نازل پرینتر سه بعدی جزء کوچک اما ضروری هر چاپگر سه بعدی است. این دهانه کوچک در انتهای اکسترودر وظیفه فشار دادن مواد رشته ای یا همان فیلامنت پرینتر سه بعدی به بیرون را برای ایجاد یک شی سه بعدی دارد. اندازه و نوع نازلی که استفاده می کنید می تواند تأثیر زیادی بر کیفیت و سرعت پرینت های سه بعدی شما داشته باشد، بنابراین مهم است که نازل مناسب را برای پروژه و متریال خاص خود انتخاب کنید.
در این مقاله، همه چیزهایی را که باید در مورد نازل های چاپگر سه بعدی بدانید، از جمله نحوه انتخاب نازل مناسب، نحوه نگهداری و تمیز کردن نازل و مشکلات و راه حل های رایج، بررسی خواهیم کرد. با درک اهمیت نازلهای پرینت 3 بعدی با کیفیت، می توانید کیفیت و سرعت چاپ های سه بعدی خود را بهبود بخشید. همچنین مد نظر داشته باشید که تیم پشتیبانی صنعت سامه همیشه آماده ارائه مشاوره و آموزشهای مخصوص پرینتر سه بعدی 3dRD برای مصرف کنندگان عزیز میباشد.
📌 به طور کلی نازل ها روی موارد زیر تاثیرگذارند:
- زمان چاپ
- پایان سطح (فینیش)
- قدرت و سختی قطعه
- نرخ جریان رشته (سیال)
- اکستروژن
- و خیلی موارد بیشتر
فهرست مطالب این موضوع
- رایج ترین نازل
- انواع نازل چاپگر سه بعدی
- معرفی نازلها بر اساس جنس
- نازل برنجی
- نازل های روکش دار
- نازل های ضد زنگ از جنس فولاد
- نازل های از جنس فولاد سخت شده
- نازل یاقوت / نازل یاقوت برنجی
- اندازه های نازل مخصوص پرینتر سه بعدی
- قطر نازل
- تمیز کردن و نگهداری نازل پرینتر های سه بعدی
- مشکلات رایج نازل های چاپگر سه بعدی و نحوه عیب یابی آنها
- پاسخ به سوالات پرتکرار نازل پرینترسه بعدی
رایج ترین نازل مورد استفاده
رایج ترین نازل های مورد استفاده نازل های برنجی با قطر استاندارد مطلوب 0.4 میلی متر هستند. وقتی نوبت به انتخاب یک نازل می رسد، باید ویژگی های زیادی مانند قطر نازل، مواد نازل، طول نازل و عرض نازل را در نظر گرفت.
تطبیق نوع نازل با نوع فیلامنت مصرفی
بنابراین چه زمانی باید از یک نازل خاص برای پرینت سه بعدی توسط فیلامنت استفاده کرد؟ ما به برخی از بهترین راهها برای مَچ کردن نازل خود با مواد فیلامنتی سه بعدی میپردازیم. ترکیبات زیادی بین انواع مختلف مواد نازل ها و همچنین مواد فیلامنت ها وجود دارد که عملکرد خوبی دارند.
انواع نازل چاپگر سه بعدی
با توجه به نیاز شما، انواع مختلفی از نازل های چاپگر سه بعدی در بازار موجود است. اگر می خواهید فقط PLA چاپ کنید میوانید از یک نازل برنجی معمولی (Brass Nozzle) استفاده کنید یا می خواهید قابلیت اطمینان بالایی روی نازل داشته باشید میتوانید از نازل مسی (Copper Nozzle) استفاده کنید.
اگر از مواد ساینده (مانند فیلامنت فیبر کربن، فیلامنت فلزی، فیلامنت چوب) استفاده می کنید، می توانید از نازل نوک فولادی یا نوک یاقوتی (Rubby) استفاده کنید.

معرفی نازلها بر اساس جنس
نازل های چاپگر سه بعدی به دلیل رسانایی حرارتی نسبتاً بالایی که دارند از فلزات مختلفی ساخته شده اند که هر کدام به روش های مختلف بر فرآیند چاپ سه بعدی تأثیر می گذارند. از آنجایی که برخی از فیلامنت ها دارای خواص سایشی هستند و بنابراین انواع خاصی از فلزات سریعتر از سایرین فرسوده می شوند، مواد نازل باید بر این اساس انتخاب شود. پیشنهاد 3dRD صفحه آموزش سیمپلیفای 3d شاید برایتان جالب باشد.
در ادامه مواد مختلف نازل را با مزایا و معایب آنها فهرست می کنیم تا نمای کلی از توانایی های آنها ایجاد شود.
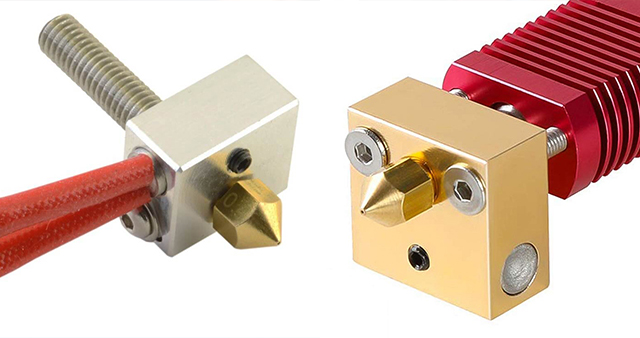
نازل برنجی
⚠️ حداکثر 300 درجه سانتیگراد.
برنج متداول ترین ماده مورد استفاده در نازل برای پرینت سه بعدی است. ضمن انتقال عالی و سریع حرارت، بسیار ارزان تر قابل تهیه میباشد. اما باید مدنظر داشت، هنگام پردازش فیلامنت های ساینده ویژه با الیاف چوب، کربن یا فلز، یک نازل برنجی خیلی سریع فرسوده شده و ناقص می شود.
به منظور محافظت از مواد نازل نسبتاً نرم در برابر سائیدگی های زیاد و کاهش اصطکاک بین فیلامنت و نازل، نازل برنجی را می توان با نیکل یا کروم پوشش داد. به هر حال نازل برنجی برای پرینت های سه بعدی مواد فیلامنت استاندارد مانند فیلامنت PLA عالی است.
😊 مزایا
- کم هزینه و بسیار ارزان
- هدایت حرارتی بالا
😐 معایب
- مقاومت کمی در برابر سایش دارد
- برای مواد بسیار ساینده مناسب نیست
نازل های روکش دار
⚠️ حداکثر 500 درجه سانتیگراد.
به منظور محافظت از مواد نازل نسبتاً نرم در برابر سائیدگی های خیلی زیاد و کاهش اصطکاک بین فیلامنت و نازل، نازلهای برنجی یا مسی نیز با روکش نیکل یا کروم در دسترس هستند.
علاوه بر بهبود مقاومت در برابر خراش، یک پوشش نیز مقاومت دمایی نازل را به میزان قابل توجهی افزایش می دهد.
😊 مزایا
- در برابر سایش، مقاومت بالاتر از برنج یا مس معمولی را دارد
- همه جانبه کامل
- مقاومت در برابر درجه حرارت بالا
- هدایت حرارتی بالا
😐 معایب
- به سختی فولاد سخت شده نیست
- برای استفاده دائمی با مواد ساینده مناسب نیست
نازل های ضد زنگ از جنس فولاد
⚠️ حداکثر 500 درجه سانتیگراد.
فولاد نوعی دیگر از آلیاژهای پرطرفدار برای نازل است زیرا در برابر ساییدگی، مقاومت بهتری نسبت به نازل های برنجی دارد. نازل فولادی از چسبیدن پلاستیک مذاب به سطوح آن و آلوده شدن قطعه چاپ شده با سرب تا حدی جلوگیری می کند که معمولاً در نازل هایی از جنس برنج صدق می کند. در این صورت نازل های فولادی برای تولیدات مواد ایمن و همچنین برای تولیدات سه بعدی مواد غذایی از نظر تئوری مناسب هستند.
فولاد اجازه می دهد تا طیف وسیع تری از فیلامنت ها پردازش شوند، اما در صورت استفاده مکرر از فیلامنت ساینده مناسب نمیباشند. این نوع نازل در مقایسه با جنس برنجی آن رسانای حرارت کمتری است.
😊 مزایا
- در برابر سایش مقاومت بهتری از برنج دارد
- می توان برای فیلامنت های ایمن برای مواد غذایی استفاده کرد
😐 معایب
- نسبت به برنج رسانایی حرارت کمتری دارد
- در برابر ساییدگی کمتر از فولاد سخت شده مقاوم است
نازل های از جنس متریال فولاد سخت شده
⚠️ حداکثر 500 درجه سانتیگراد.
نازل های ساخته شده از متریال فولاد سخت شده برای ارتقاء پرینتر سه بعدی مفید هستند. برای استفاده های زیاد از فیلامنت های ساینده، سختی قابل قبولی دارند( نسبت به نازل های برنجی در برابر سایش 10 برابر مقاومتر هستند) و واقعاً میتوان آنها را سالها بدون نیاز به تعویض استفاده کرد.
در هر صورت این نازل ها رسانای حرارتی ضعیفتری نسبت به دو نوع نازل قبلی هستند و خرید آن گرانتر است. از آنجایی که سطح داخلی این نازل ها اندازه بقیه نازل ها “نرم تر” صاف نیستند، این موضوع ممکن است باعث کیفیت چاپ پایین شود.
😊 مزایا
- مقاومت بالاتر در برابر ساییدگی
- بسیار بادوام
- مناسب برای مواد ساینده
😐 معایب
- هدایت حرارتی کمتر
- کیفیت چاپ پایین تر
- هزینه بالاتر
نازل یاقوت / نازل یاقوت برنجی
⚠️ حداکثر 550 درجه سانتیگراد.
نازل های با نوک یاقوتی متعلق به کلاس لوکس نازل های پرینتر سه بعدی میباشند. به عنوان یک قاعده، نازل های یاقوتی نازل های برنجی با یا بدون روکش هستند که نوک آن دارای یاقوت است. سوراخ در یاقوت را می توان بسیار دقیق ایجاد کرد، فقط تلورانس های قطر کوچک وجود دارد.
نوک یاقوتی نازل ها در مقابل سایش اضافی مقاومت را تضمین می کنند که به ویژه هنگام پردازش فیلامنت های خاص مفید است. در مقایسه با انواع دیگر نازل ها، نازل یاقوتی گران ترین است.
😊 مزایا
- رسانایی حرارتی بالا به دلیل بدنه برنجی
- در مقابل ساییدگی مقاومت بالایی دارند
- مقاومت در برابر درجه حرارت بالا
😐 معایب
- هزینه بالاتر
اندازه های نازل مخصوص پرینتر سه بعدی
یک نازل با قطر کوچکتر می تواند تا حد زیادی برای مدل سه بعدی مفید باشد زیرا نازل های کوچکتر تمایل به چاپ با وضوح بالاتر دارند. همچنین برای سازندگانی که مایل به دستیابی به ارتفاع لایه های کوچک هستند مفید است. در نظر داشته باشید که با ارتفاع لایه کمتر، چاپ سه بعدی بیشتر طول می کشد. در برخی موارد، فیلامنتهای سایندهتر یا فیلامنتهایی با الیافی مانند فیلامنت پر از فلز و پرشده با چوب، زمانی که قطر بسیار کوچک است، با مشکل چاپ میشوند.
اندازه قطر بزرگتر برای نازل باعث میشود تا مواد بیشتری را روی سطح چاپ اکسترود بتوان منتقل و پرینت کرد . این امر زمان پرینت را کمتر میکند و همچنین با استفاده از لایه های کمتر، قطعات فشرده تر و محکم تر تولید می کند.
طول و نوع رزوه نازل
یکی از مهمترین فاکتورهای یک نازل طول و نوع رزوه است. نازلی با نوع رزوه ای انتخاب کنید که با دستگاه پرینترسه بعدی شما سازگار باشد. نوع رزوه اشتباه به این معنی است که نازل به سادگی نمی تواند در جای خود پیچ شود. علاوه بر این، طول رزوه ای را انتخاب کنید که مناسب باشد و خیلی از بلوک هیتر شما خارج نشود. رایج ترین نوع رزوه نازل MK8 است که با اکثر پرینترهای سه بعدی کار می کند .
این را در نظر بگیرید که برخی از برندهای خاص یا سری های چاپگرهای سه بعدی دارای نازل های غیر عمومی هستند. این بدان معنی است که فقط نوع نازل خاص مدل آن چاپگر سه بعدی سازگار است. لطفاً همیشه مدل پرینتری را که میخواهید از بازار تهیه کنید کاملاً بررسی کنید و اگر در مورد تطبیق نازل ها سوالی دارید، با ما در میان بگذارید.

قطر نازل
نازل پرینترهای سه بعدی در قطر های مختلف از 0.1 تا 2.0 میلی متر در دسترس هستند. قطر یک نازل ارتفاع لایه احتمالی و در نتیجه به طور غیرمستقیم سرعت چاپ را تعیین می کند، زیرا:
اساساً، مقدار و سرعت اکسترود شدن فیلامنت را تعیین میکند.
به عنوان یک قاعده، بیشترین ارتفاع لایه از 80٪ قطر نازل نباید تجاوز کند. مثلاً یک نازل با اندازه 0.4mm، دارای ارتفاع لایه توصیه شده حداکثری یعنی 0.32mm است.
اگر می خواهید بدانید که حداکثر و حداقل ارتفاع لایه ای که میتوانید با نازل خود چاپ کنید چقدر است، از قانون کلی زیر استفاده کنید:
🟠 حداکثر ارتفاع لایه = 0.75 * قطر نازل
🟠 حداقل ارتفاع لایه = 0.25 * قطر نازل
نازل 0.4mm استاندارد
برای اکثر چاپگرهای سه بعدی، نازل 0.4mm استاندارد شده است، زیرا معمولاً به صورت استاندارد نصب می شود و تعادل خوبی بین وضوح، دقت و سرعت چاپ ارائه می دهد.
نازل های کوچک <0.4mm
نازل های کوچک به طور ایده آل برای تولید اشیاء با جزئیات بسیار دقیق قابل استفاده هستند. ردپای لایه ای کمتر دیده میشوند.
از آنجایی که قطر نازل بسیار کوچک است، زمان چاپ بیشتر از مثلاً یک نازل 0.4mm است. علاوه بر این، مواد خاصی مانند فیلامنت های دارای ذرات را نمی توان با نازل های کوچک پردازش کرد. خطر گرفتگی نازل نیز بسیار بیشتر از نازل های بزرگتر است.
نازل های بزرگ> 0.4mm
نازل های بزرگ چاپگر جریان مواد بالاتر، ارتفاع لایه ضخیم تر و کاهش زمان چاپ را تضمین می کند. اکستروژن گسترده تر و لایه های بالاتر به مدل های چاپ شده ثبات بیشتری می بخشد، اما آنها به اندازه ریز چاپ نیستند و از نظر جزئیات غنی نیستند. علاوه بر این، نازل های پهن تر به سختی مسدود می شوند و بنابراین برای مواد خاصی مانند چوب، فیبر کربن یا فیلامنت های درخشنده (شبرنگ)، ایده آل هستند.
با توجه به امکان سریع چاپ، نازل های بزرگ به ویژه برای نمونه سازی سریع توصیه می شود. دیدن مقاله روش کار پرینتر سه بعدی FDM شاید برایتان جالب باشد.
🟠 واقعیت: هنگام چاپ با ارتفاع لایه 0.4 میلی متر، زمان چاپ در مقایسه با ارتفاع لایه 0.2 میلی متر تقریباً نصف می شود.
تمیز کردن و نگهداری نازل پرینتر های سه بعدی
نازل پرینترهای 3 بعدی خود را بهتر است بطور منظم تمیز کنید تا مطمئن شوید که به درستی کار می کند و چاپ های با کیفیت بالا تولید می کند. در اینجا مواردی را تعریف کرده ایم که برای نگهداری و تمیز کردن منظم و اصولی نازل های پرینتر سه بعدی خود میتوانید از آن استفاده کنید. با ما همراه باشید:
مرحله 1. نازل را به طور منظم بررسی کنید.
به طور مرتب نازل را برای هر گونه علائم گرفتگی یا آسیب، مانند تغییر در کیفیت یا ظاهر فیلامنت اکسترود شده بررسی کنید. در صورت مشاهده هرگونه تغییر، ممکن است زمان تمیز کردن یا تعویض نازل فرا رسیده باشد.
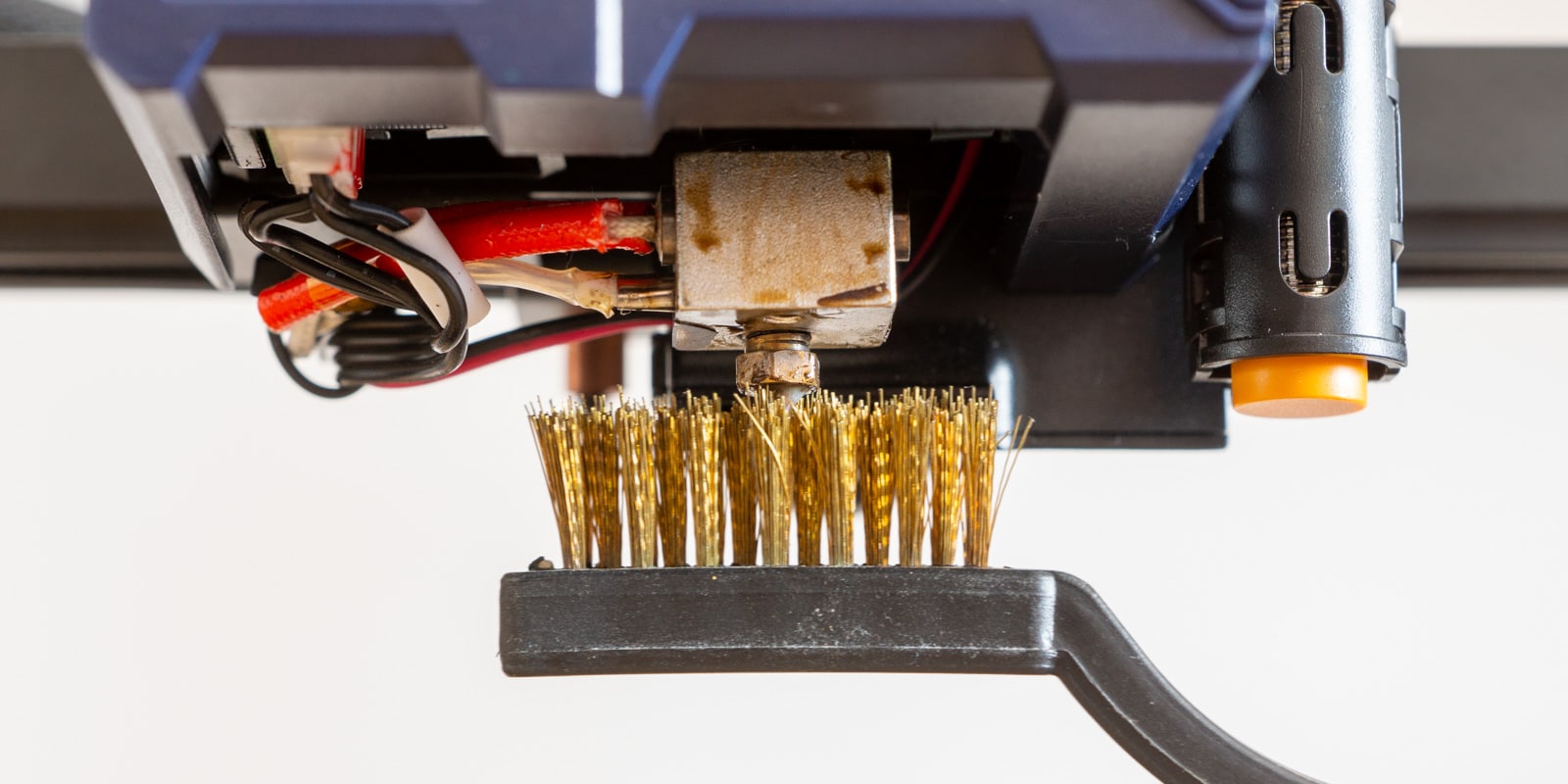
مرحله 2. نازل را به طور منظم تمیز کنید.
برای تمیز کردن نازل، ابتدا آن را تا دمای کار خود گرم کنید، سپس از یک سیم یا سوزن کوچک استفاده کنید تا هر گونه زباله یا فیلامنتی را که ممکن است دهانه را مسدود کرده باشد، به دقت جدا کنید. مراقب باشید در طول این فرآیند به نازل آسیب نرسانید.
مرحله 3. در صورت لزوم نازل را تعویض کنید.
اگر نازل به شدت مسدود یا آسیب دیده باشد، ممکن است لازم باشد آن را با یک نازل جدید جایگزین کنید. اکثر چاپگرهای سه بعدی دارای نازل های قابل تعویض هستند، بنابراین می توانید به راحتی نازل قدیمی را با نازل جدید تعویض کنید.
مرحله 4. از فیلامنت صحیح استفاده کنید.
برای جلوگیری از گرفتگی و سایر مشکلات، مهم است که از فیلامنت مناسب برای چاپگر سه بعدی خود استفاده کنید. فیلامنتی استفاده کنید که با چاپگر شما و اندازه نازلی که استفاده میکنید سازگار باشد و از این موضوع مطمئن شوید.
با نگهداری و تمیز کردن منظم نازل پرینترسه بعدی خود، می توانید اطمینان حاصل کنید که به درستی کار می کند و چاپ هایی با کیفیت بالا تولید می کند.
مشکلات رایج نازل های چاپگر سه بعدی و نحوه عیب یابی آنها
نازل های پرینترسه بعدی گاهی اوقات ممکن است با مشکلاتی مواجه شوند که می تواند بر کیفیت چاپ شما تأثیر بگذارد. در اینجا چند مشکل رایج در نازل های چاپگر سه بعدی و نحوه عیب یابی آنها آورده شده است:
گرفتگی نازل پرینتر سه بعدی
گرفتگی نازل یکی از رایج ترین مسائلی است که در هنگام کار با پرینتر های سه بعدی مختلف ممکن است رخ بدهد. این مساله معمولاً میتواند زمانی رخ دهد که زباله یا فیلامنت در دهانه نازل گیر کند و از اکسترود شدن صحیح فیلامنت جلوگیری کند.
برای عیبیابی گرفتگی نازل، ابتدا نازل را تا دمای عملیاتی آن گرم کنید، سپس از یک سیم یا سوزن کوچک استفاده کنید تا هرگونه زباله را از دهانه نازل به دقت پاک کنید. اگر گرفتگی همچنان ادامه داشت، ممکن است لازم باشد نازل مورد استفاده را با نازلی جدید عوض کنید. مقاله دنیاتو خودت بساز 3dRD شاید برایتان جالب و جذاب باشد.
نازل گرم نمی شود
اگر نازل شما به درستی گرم نمی شود، احتمال میرود که مشکل در المنت گرمایش یا سنسور دما باشد. برای رفع این مشکل، ابتدا بررسی کنید که المنت حرارتی و سنسور دما به درستی متصل شده و کار می کنند. اگر مشکل برطرف نشد، ممکن است لازم باشد المنت حرارتی یا سنسور دما را تعویض کنید.
نشتی نازل
اگر نازل شما دچار نشتی فیلامنت است، احتمال دارد نازل یا اکسترودر مشکلی داشته باشند. برای عیب یابی این مشکل، ابتدا نازل را برای هر گونه آسیب یا سایش بررسی کنید. اگر به نظر می رسد نازل در شرایط خوبی است، اکسترودر را بررسی کنید تا مطمئن شوید که تراز باشد و به طور صحیح درحال کار کردن باشد. اگر مشکل همچنان ادامه داشت، ممکن است نیاز به تعویض نازل یا اکسترودر داشته باشید.
نازل به درستی اکسترود نمی شود
اگر نازل شما فیلامنت را به درستی اکسترود نمی کند، میتواند مشکل در خود فیلامنت یا اکسترودر باشد. برای رفع این مشکل، ابتدا فیلامنت را بررسی کنید تا مطمئن شوید که به درستی بارگذاری شده است و گره خورده یا آسیب دیده نیست. اگر به نظر می رسد فیلامنت در شرایط خوبی است، اکسترودر را بررسی کنید تا مطمئن شوید که به درستی تراز شده است و بطور صحیح درحال کار کردن است. اگر مشکل همچنان ادامه داشت، ممکن است نیاز به تعویض نازل یا اکسترودر داشته باشید.
با عیبیابی مشکلات رایج در نازلهای چاپگر سه بعدی، میتوانید مشکل را شناسایی و برطرف کنید تا مطمئن شوید که چاپگر شما به درستی کار میکند و چاپهایی با کیفیت بالا تولید میکند.
تماس با صنعت سامه (3dRD)
استفاده کنندگان از پرینترهای سه بعدی صنعت سامه 3dRD میتوانند از طریق شماره تماس های موجود در سایت، با کارشناسان ما ارتباط برقرار کرده و راهنمایی های لازم جهت رفع مشکلات خود را دریافت کنند.
نتیجه گیری
نازل دستگاه چاپ 3 بعدی جزء مهمی از هر چاپگر سه بعدی است، زیرا دهانه کوچک انتهای اکسترودر است که از طریق آن فیلامنت چاپگر برای ایجاد یک شی سه بعدی فشار داده می شود. نوع جنس و اندازه نازل هایی که مورد استفاده شما است می تواند تأثیر زیادی بر کیفیت و سرعت پرینت های سه بعدی شما داشته باشد، بنابراین مهم است که نازل مناسب را برای پروژه و متریال خاص خود انتخاب کنید.
برای استفاده حداکثری از نازل در پروسه ی چاپ مدل مد نظر خود، استفاده از اندازه، جنس و نوع نازل صحیح و همچنین نگهداری و تمیز کردن منظم نازل برای جلوگیری از گرفتگی و سایر مشکلات مهم است. درنظر گرفتن موارد گفته شده به شما کمک میکند تا بتوانید استفاده مناسبی از نازل چاپگر 3بعدی خود داشته باشید و در نتیجه دستگاه شما به درستی کار کند و قطعاتی با کیفیت بالا تولید کند.
پاسخ به سوالات پرتکرار نازل پرینترسه بعدی
در ادامه این بخش از مقاله نازل پرینتر سه بعدی چیست؟ قرار است به سوالات متداول شما کاربران عزیز در این خصوص پاسخ دهیم، پس در ادامه با ما همراه باشید.
از چه نازلی برای فیلامنت PLA استفاده کنم؟
نازل ایده آل برای فیلامنت استاندارد PLA برای پرینت سه بعدی یک نازل برنجی است. هر ماده نازلی می تواند PLA را چاپ کند، اما برنج مقرون به صرفه است و برای فیلامنت PLA کاملاً کار می کند. اندازه نازل برنجی را بر اساس سطح جزئیاتی که می خواهید مدل های سه بعدی شما داشته باشند انتخاب کنید.
از چه نازلی برای فیلامنت PETG استفاده کنم؟
بهترین ماده نازل برای استفاده فیلامنت PETG یک نازل برنجی است. آنها کاملاً برای مواد فیلامنت استاندارد کار می کنند. اندازه قطر ورودی نازل برنجی را انتخاب کنید که مدل های سه بعدی شما را تمیز چاپ کند. با اندازه قطر کوچکتر، می توانید به مدل های چاپ شده بسیار دقیق دست پیدا کنید، در حالی که اندازه قطر بزرگتر به معنای چاپ سریعتر اشیاء بزرگتر است.
از چه نازلی برای فیلامنت ABS استفاده کنم؟
برای چاپ موفق فیلامنت ABS، از یک نازل برنجی استفاده کنید. اندازه استاندارد نازل های برنجی 0.4 میلی متر است، با این حال، اندازه های مختلفی از نازل های برنجی وجود دارد که می توانید از بین آنها انتخاب کنید. اندازه نازل برنجی را انتخاب کنید که ترجیح می دهید با آن چاپ سه بعدی کنید. اندازه قطر ورودی بزرگتر اجازه اکستروژن ریزتر را در لایه های کوچکتر می دهد در حالی که اندازه ورودی بزرگتر لایه های بزرگی را ایجاد می کند که در زمان کمتری قوی و فشرده هستند.
چگونه می توان نازل گرفتگی را تعمیر کرد؟
راه های زیادی برای باز کردن گرفتگی نازل چاپگر سه بعدی شما وجود دارد. یک راه این است که کشش های سرد و گرم را با استفاده از فیلامنت تمیز کننده انجام دهید . با یک پاک کننده نازل فلزی ، می توانید مواد را از نازل چاپگر سه بعدی جدا کرده و از بین ببرید. اگر با فیلامنت ABS پرینت سه بعدی انجام داده اید، می توانید هر ماده گیر کرده را با استفاده از استون حل کنید.
چاپگر سه بعدی من به چه نازلی نیاز دارد؟
نوع نازل مورد نیاز شما به نوع چاپگر سه بعدی شما بستگی دارد. اکثر پرینترهای سه بعدی از نازل های MK8 استفاده می کنند به جز برخی از چاپگرهای سه بعدی Creality که از نازل های نوع M6x.75 استفاده می کنند. لطفاً در نظر داشته باشید که چاپگرهای سه بعدی گنبدی دارای نازل های تخصصی هستند که فقط برای یک مدل خاص مناسب هستند.
چگونه می توانم نشتی فیلامنت از نازل را تعمیر کنم؟
اگر یک لوله PTFE دارید که به درستی به قسمت بالای نازل وصل نشده است، ممکن است نشت کند. اگر از آستر PTFE استفاده نمی کنید، ممکن است فاصله ای بین هیت بریک و نازل وجود داشته باشد. برای رفع شکاف لوله PTFE، انتهای لوله Bowden را به یک برش مستقیم ببرید . بدون لوله PTFE، انتهای داغ را تا 180 درجه سانتیگراد گرم کنید، نازل را سفت کنید، تا 210 درجه سانتیگراد گرم کنید و سفت کنید، به 180 درجه سانتیگراد برگردید و سفت کنید، تا 250 درجه سانتیگراد گرم کرده و سفت کنید. این باید آن را مهر و موم کند.
3dRD
شرکت صنعت سامه با نام تجاری 3dRD بزرگترین و تخصصی ترین تولیدکننده پرینترهای سه بعدی در ایران
Sources:
themechninja.com
www.crealitycloud.com/blog
www.3djake.com
reprapworld.nl