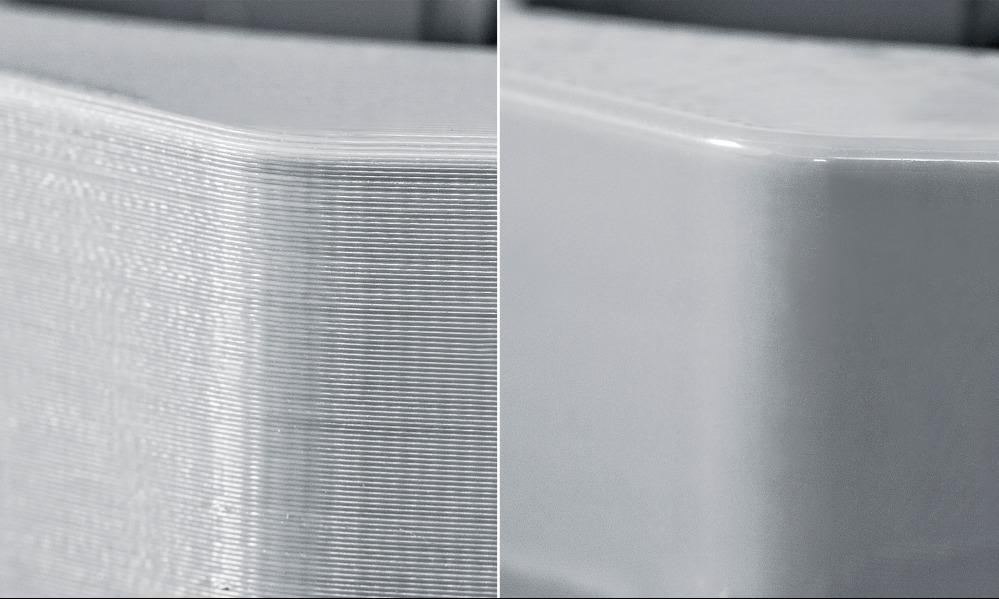
حمام استون چیست؟ صاف و صیقلی کردن سطح قطعه با بخار استون (حمام استون) در چاپ سه بعدی، عمدتاً به دلایل زیبایی شناختی، استفاده می شود. با توجه به ماهیت پرینت سه بعدی (FDM)، که لایههای مجزا را قرار میدهد، پوشش سطح قطعات اغلب بسیار ناهموار است. این را می توان با استفاده از ارتفاع لایه کوچکتر اصلاح کرد، اما این کار زمان چاپ را افزایش می دهد و فقط تا آنجا پیش می رود. حمام استون بیرونی ترین لایه چاپ را حل می کند تا سطح را صاف کند و یک روکش براق را پشت سر بگذارد. روش حمام استون جذابیت زیبایی شناختی قطعات پرینت سه بعدی را افزایش می دهد و سریعتر از سایر فرآیندهای صاف کردن سطح است.
این مقاله حمام استون، نحوه عملکرد و مزایای آن را مورد بحث قرار خواهد داد. با 3dRD همراه باشید.
عناوین مقاله
- حمام استون (صاف کردن با بخار استون) چیست؟
- کدام انواع مواد پرینت سه بعدی با حمام استون سازگار است؟
- حمام استون چگونه کار می کند؟
- مزایای حمام استون در پرینت سه بعدی چیست؟
- چگونه حمام بخار استون بر ضخامت یا مواد جسم چاپ شده سه بعدی تأثیر می گذارد؟
- بهترین روش ها برای استفاده از حمام آستون در اشیاء چاپ سه بعدی چیست؟
- آیا می توان لبه های چاپ سه بعدی را با حمام استون بهبود بخشید؟
- تفاوت بین روش های پس از پردازش پرینت سه بعدی و حمام استون چیست؟
- پاسخ به سوالات متداول
حمام استون استون چیست؟ یا صاف کردن با بخار استون چیست؟
حمام استون یک تکنیک پس از پردازش است که برای کاهش زبری سطح قطعات چاپ شده سه بعدی استفاده می شود. معمولاً برای قطعات ABS (اکریلونیتریل بوتادین استایرن) و ASA (اکریلونیتریل استایرن آکریلات) چاپ شده بر روی دستگاه های پرینتر سه بعدی تکنولوژی FDM اعمال می شود. بخار استون سطح قطعه را حل کرده و صاف می کند. چاپ سه بعدی FDM سطوح بسیار ناهمواری را در جهت z چاپگر ایجاد می کند، بنابراین قطعات اغلب به پس پردازش نیاز دارند.
کدام انواع مواد پرینت سه بعدی با حمام استون سازگار است؟
حمام استون روی هر ماده ای که می تواند توسط استون حل شود کار می کند. برخی از انواع فیلامنت ها که به استون پاسخ مشابهی نمیدهند ممکن است در اثر این فرآیند آسیب ببینند یا کاملاً بیتأثیر باقی بمانند. پنج ماده رایج پرینت سه بعدی که در فینیش (پس پردازش) آن ها از حمام استون استفاده میشود عبارتند از:
- ABS (اکریلونیتریل بوتادین استایرن)
- ASA (اکریلونیتریل استایرن آکریلات)
- PMMA (پلی متیل متاکریلات)
- HIPS (پلی استایرن با ضربه بالا)
- PC (پلی کربنات)
قابلیت حمام استون با استفاده از حلال مخصوص بر پاییه استون:
- PLA
- PETG
- TPU
- PEEK
- NYLON
- ULTEM
- TPE
و بسیاری دیگر از فیلامنت های موجود در بازار

حمام استون چگونه کار می کند؟
شش مرحله کلیدی برای فرآیند حمام استون وجود دارد:
1. آماده سازی
در حین آماده سازی، قسمت پرینت سه بعدی را سنباده بزنید تا سطوح به خصوص درشت، از جمله سطوح دارای تکیه گاه های پرینت سه بعدی (ساپورت ها) از بین برود. از یک فایل تمیز استفاده کنید تا اطمینان حاصل کنید که ذرات خارجی در مواد قرار نمی گیرند. این آماده سازی سطح زیاد طول نمی کشد، اما برای حذف ناهنجاری های بزرگتر مورد نیاز است.
نحوه تعلیق قطعه را ارزیابی کنید تا بخار استون با تمام سطوحی که نیاز به صاف کردن دارند تماس پیدا کند. این معمولاً به این معنی است که فقط پهلوها و سطوح بالایی در طی یک جلسه صاف می شوند. همچنین مطمئن شوید که قطعه داخل ظرف با درب بسته قرار می گیرد. این قسمت به پایه ای برای استراحت نیاز دارد که در استون حل نشود. فویل فلزی معمولا گزینه خوبی است.
2. تولید بخار استون
راه های مختلفی برای تولید بخار استون وجود دارد. ساده ترین راه این است که مقداری استون به ظرف اضافه کنید و روی آن را بپوشانید (اما آن را نبندید). این روش از این واقعیت بهره می برد که استون به سرعت در هوا تبخیر می شود. مطمئن شوید که ظرف از مواد محلول در استون نیز ساخته نشده باشد. شیشه معمولاً بهترین است زیرا به بخار واکنش نشان نمیدهد و شفاف است بنابراین میتوانید قطعه را در حین اجرای فرآیند ببینید. برای بهبود کیفیت این روش، می توانید دستمال کاغذی را با استون آغشته کنید و آن را در اطراف قسمت آویزان کنید (اما دست نزنید).
3. تعلیق جسم
بعد، قسمت را در ظرف قرار دهید. قطعه باید به گونه ای در ظرف آویزان شود که با استون مایع یا کاغذ آغشته به استون تماس نداشته باشد. اگر لمس شود، قطعه در نقطه تماس سریعتر حل می شود. قطعه را در ظرف ببندید.
4. قرار گرفتن در معرض بخار
قطعه را در ظرف بگذارید و به طور مداوم بر آن نظارت کنید. هیچ بازه زمانی یا روشی برای محاسبه مدت زمانی که ممکن است قطعه در ظرف باشد وجود ندارد. این به چندین متغیر بستگی دارد از جمله: سرعت تبخیر استون، اندازه ظرف، اندازه قطعه، و زبری سطح اولیه.
5. فرآیند صاف کردن
هنگامی که استون مایع تبخیر شد و شروع به حل کردن ویژگیهای سطحی ناهموار و خطوط لایهای کرد، برای اطمینان از اینکه «صاف شدن بیش از حد» رخ نمیدهد، جسم را به دقت زیر نظر داشته باشید. به همین دلیل است که ظروف شفاف نوری بهترین هستند. مشاهده صحیح، محصول نهایی براق را تضمین می کند.
6. تهویه و خشک کردن
مرحله نهایی فرآیند حمام استون تهویه و خشک کردن است. برای جلوگیری از تماس بین دستمال کاغذی و قطعه پرینت سه بعدی، ظرف را با دقت خارج کنید. آن را در یک منطقه ایزوله و دارای تهویه مناسب قرار دهید تا استون اضافی در هوا تبخیر شود. خشک شدن و سفت شدن کامل آن ممکن است از چند ساعت تا چند روز طول بکشد. این مرحله برای اطمینان از اینکه محصول نهایی دارای یک روکش صاف و سفت و آماده برای جابجایی و استفاده است، مهم است.
مزایای حمام استون در پرینت سه بعدی چیست؟
حمام استون به چند دلیل گزینه خوبی است. مزایا در زیر مورد بحث قرار گرفته است:
1. کیفیت سطح
حمام استون کیفیت سطح قطعات چاپ شده را بهبود می بخشد. به طور طبیعی، قطعات پرینت سه بعدی دارای سطوح ناهمواری هستند زیرا به صورت لایه ای ساخته می شوند. حمام استون یک فرآیند موثر برای کاهش زبری سطح و بهبود کیفیت سطح، عمدتاً برای اهداف زیبایی شناختی است.
مطلب پیشنهادی: ویدیو آموزش تنظیمات پرینتر سه بعدی
2. زمان و کارایی هزینه
در مقایسه با سایر روشهای پسفرآوری که از کاغذ سنباده، تفنگهای حرارتی یا مواد پرکننده استفاده میکنند، حمام استون سریعتر و ارزانتر است. آن روشهای دیگر تأثیرات را در یک زمان تنها روی یک منطقه متمرکز میکنند، بنابراین به طور کلی کار فشردهتر هستند. بخار استون، در مقابل، تمام نواحی مدل را به یک اندازه تحت تأثیر قرار می دهد. بنابراین، حمام استون در واقع می تواند بهره وری شما را افزایش دهد.
3. هموار کردن هندسه های پیچیده
حمام استون نسبت به روش های دیگر مزایایی دارد زیرا می تواند زبری سطح هندسه های پیچیده را به طور یکنواخت کاهش دهد. روشهای دیگر در افزودن یا حذف یک لایه یکنواخت از مواد، به ویژه در هندسه پیچیده، مشکل دارند.
4. قدرت
قبل از حمام استون، چاپ های FDM بسیار ناهمسانگرد هستند. این بدان معنی است که خواص مکانیکی آنها هنگام بارگذاری در جهات مختلف متفاوت است و این یک مشکل بزرگ در چاپ سه بعدی FDM محسوب می شود. با این حال، صاف کردن با بخار به یکنواخت شدن این جهت کمک می کند و قطعات را به ایزوتروپی نزدیک می کند. به طور خلاصه، حمام استون پیوندهای بیشتری را در محور z (عمود بر بستر چاپ) ایجاد می کند اما استحکام را در محور x و محور y (موازی با بستر چاپ) کاهش می دهد. اگر آیتم شما احتمالا بارهای محور z را ببیند، می تواند سودمند باشد.
چگونه حمام بخار استون بر ضخامت یا مواد جسم چاپ شده سه بعدی تأثیر می گذارد؟
حمام بخار استون هیچ تاثیری بر ضخامت کلی جسم چاپ شده سه بعدی ندارد. این فرآیند فقط سطوح مورد را صاف می کند. این باعث کاهش ضخامت یا پارامترهای هندسی کلی محصول نهایی نمی شود.
بهترین روش ها برای استفاده از حمام آستون در اشیاء چاپ سه بعدی چیست؟
بهترین روش برای استفاده از حمام آستون به عوامل مختلفی از جمله زمان لازم برای تکمیل فرآیند و اندازه قطعه بستگی دارد. به طور کلی، سه روش برجسته برای اعمال بخار استون به اشیاء چاپ سه بعدی استفاده می شود:
یکی از روش ها استفاده از استون با استفاده از قلم مو است. با این حال، این کار به کار دستی بیشتری نیاز دارد و احتمال کمتری نسبت به روش های دیگر وجود دارد که ظاهری کاملاً یکنواخت و براق به شما بدهد.
روش دوم فرو بردن قطعه در استون است. با این حال، این فرآیند نتایج غیر قابل پیش بینی ایجاد می کند.
روش سوم استفاده از حمام بخار استون است که در آن استون یا به آرامی برای ایجاد بخار حرارت داده می شود یا اجازه می دهد تا به طور طبیعی تبخیر شود. این روش نهایی بهترین راه برای ایجاد یک روکش یکنواخت و براق در نظر گرفته می شود.

آیا می توان لبه های چاپ سه بعدی را با حمام استون بهبود بخشید؟
بله، هر لبه یک قطعه پرینت سه بعدی، تا زمانی که در ماده ای حساس به استون چاپ شده باشد، می تواند با استفاده از حمام استون بهبود یابد. قطعات با ارتفاع لایه بزرگ بیشترین مزیت را دارند. قطعاتی با ارتفاع لایههای کوچکتر یا با روشهای مختلف پرینت سهبعدی چاپ میشوند، سود کمتری خواهند داشت، اما همچنان احتمالاً صافتر از قبل ظاهر میشوند.
مطلب تصادفی: آموزش ویدیویی تعویض فیلامنت پرینتر سه بعدی
تفاوت بین روش های پس از پردازش پرینت سه بعدی و حمام استون چیست؟
حمام استون شکلی از چاپ سه بعدی پس از پردازش است. موارد دیگر عبارتند از: سنباده زدن، سندبلاست، استفاده از XTC-3D، استفاده از گلوپ سه بعدی، استفاده از فیلامنت PVB Polymaker Polysmooth، صاف کردن شیمیایی و استفاده از تفنگ حرارتی.
این روش های پس پردازش در کاربرد و مواد هدف متفاوت است. به عنوان مثال، پلی میکر پلی میکر و صاف کردن شیمیایی شبیه حمام استون هستند زیرا همه آنها از یک واکنش شیمیایی برای حل و صاف کردن لایه بیرونی استفاده می کنند. تفاوت این است که Polymaker Polysmooth از یک فیلامنت ثبت شده و ماده شیمیایی منحصر به آن فیلامنت استفاده می کند و صاف کردن شیمیایی از یک ماده شیمیایی متفاوت مانند اتیل استات برای صاف کردن فیلامنت PLA استفاده می کند.
سنباده زدن و سندبلاست نیز با حمام استون متفاوت است. آنها تکنیک های کاملا سایشی هستند که برجستگی های بلند قطعه را فرسایش می دهند و سطح صافی را به جا می گذارند. در همین حال، XTC-3D و 3D gloop، از مواد پرکننده برای ساختن سطح بیرونی استفاده میکنند و ظاهری صاف و براق به آن میدهند.
سوالات متداول
بخار استون برای کدام مواد چاپ شده سه بعدی عمل میکند؟
بله، برخی از مواد از حمام استون خالص سود می برند. مواد قابل دوام عبارتند از: ABS، ASA، PMMA، HIPS و پلی کربنات. از سوی دیگر، برخی از آنها با قرار گرفتن در معرض استون خالص تخریب می شوند و با استفاده از حلال مخصوص که برپایه استون تولید میشود میتوان این کار را انجام داد. نمونه ها عبارتند از: PLA، PETG، نایلون و TPU.
تفاوت بین حمام استون و صاف کردن از طریق بخار PLA چیست؟
حمام استون و صاف کردن شیمیایی PLA در اصل روشهای مشابهی هستند. هر دو تا حدی لایه های سطحی مواد را حل می کنند. با این حال، پلاستیک PLA (اسید پلی لاکتیک) به جای استون به اتیل استات پاسخ می دهد. استون اثر مناسبی بر روی PLA ایجاد نمیکند و اتیل استات روی ABS و سایر پلاستیکهایی که به استون پاسخ میدهند نمیتواند کار کند.
3dRD
شرکت صنعت سامه با نام تجاری 3dRD بزرگترین و تخصصی ترین تولیدکننده پرینترهای سه بعدی در ایران
images: thefabricator.com