پرینتر سه بعدی رزینی چیست؟
ممکن است در مورد چاپگرهای رزینی شنیده باشید یا چاپ قطعات شگفت انگیزی را که می توانند ایجاد کنند دیده باشید. اگر در زمینه پرینت سه بعدی تازه کار هستید، ممکن است تعجب کنید که چاپگرهای سه بعدی رزین چگونه کار می کنند.
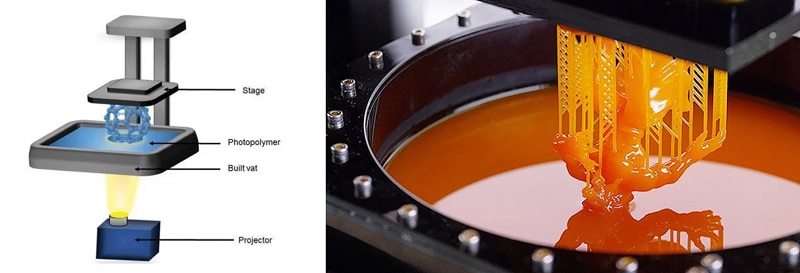
یک چاپگر رزینی از رزین UV فوتوکور به عنوان محیط چاپ استفاده می کند. رزین در معرض یک منبع نور ماوراء بنفش قرار می گیرد که رزین را خشک می کند و باعث سفت شدن و چسبیدن آن به لایه قبلی می شود. سپس صفحه ساخت بالا می رود و این روند تا زمانی که چاپ به پایان برسد تکرار می شود.
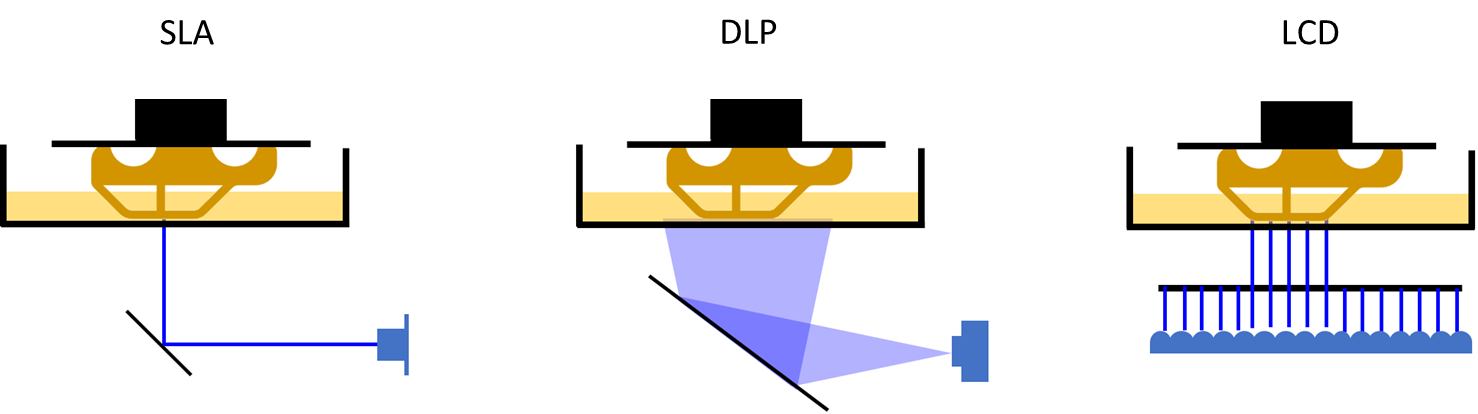
برای این مقاله ما بر روی چاپگرهای رزینی با پروژکتور نور دیجیتال (DLP) تمرکز خواهیم کرد. DLP سبک اصلی چاپگرهای رزین سطح ورودی است که توسط علاقمندان استفاده می شود.
چاپگرهای DLP از یک صفحه نمایش LCD برای پوشاندن منبع نور UV استفاده می کنند که از طریق تصویر روی صفحه LCD پخش می شود و لایه رزین را سخت می کند. سپس چاپگر صفحه ساخت را بالا می برد و قبل از اینکه لایه بعدی در معرض دید قرار گیرد آن را به داخل رزین پایین می آورد. این روند تا زمانی که پرینت تمام شود تکرار می شود. در این مقاله به بررسی دقیق پرینت سه بعدی رزین می پردازیم.
تالیف: دکتر کریس ساترفیلد 👁 استاد دانشکده (آموزگار پرینترهای سه بعدی)

فهرست مطالب این موضوع
- بخش های اصلی پرینتر رزینی
- فرآیند چاپ رزینی
- مرحله پس از پردازش چاپ رزینی (مثل برداشت ساپورت)
- آنچه برای پرینت سه بعدی با رزین نیاز دارید
- اقلام مصرفی پرینتر سه بعدی رزینی
- مدلهای سه بعدی چاپ رزینی
- آماده سازی مدل سه بعدی
- ساخت پشتیبان برای چاپ قطعات
- تنظیمات کلی مربوط به قطعه (ارتفاع و…)
- چاپگر رزین سه بعدی چگونه کار می کند؟ (نگاه دقیق تر)
- اقدامات احتیاطی هنگام کار رزین پرینت
- انواع رزین پرینتر سه بعدی
- تنظیم زمان و سرعت چاپ
- کالیبره کردن (تنظیم زمان قرار گرفتن معرض نور و…)
- پاسخ به سوالات پرتکرار چاپگر سه بعدی رزینی
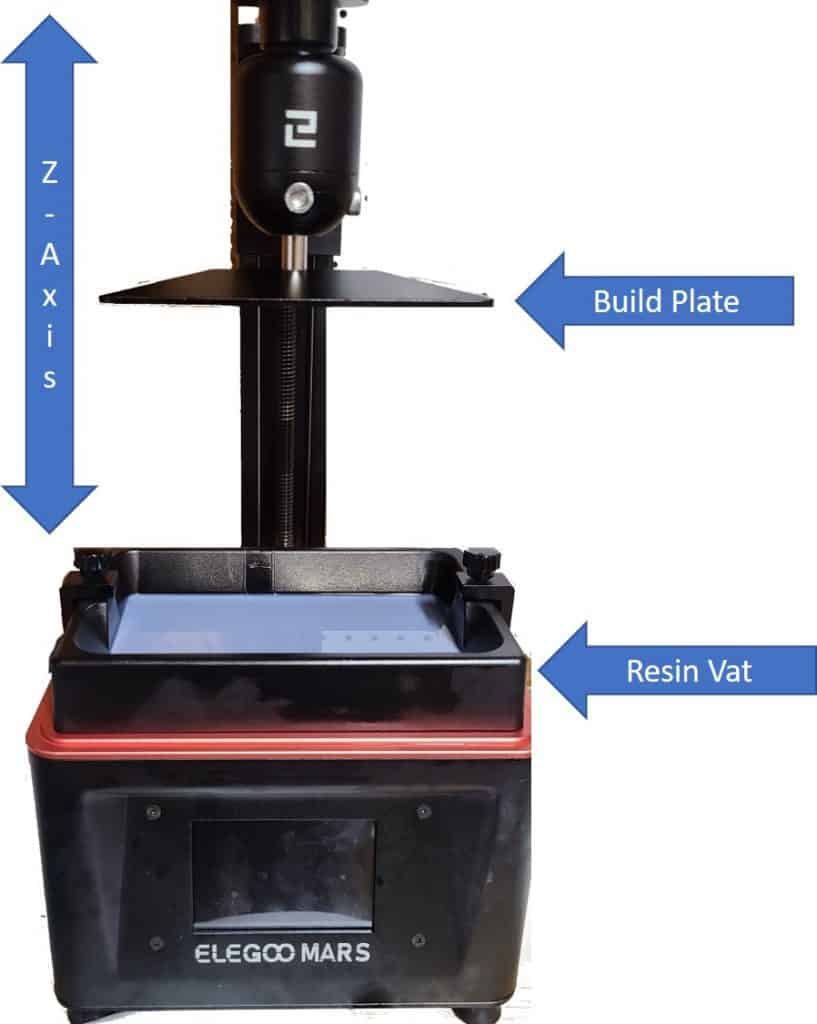
بخش های اصلی پرینتر رزینی
بررسی قسمت های مختلف چاپگر سه بعدی مفید خواهد بود. در زیر لیستی از قطعات و کارهایی که این قطعه انجام می دهد آورده شده است.
Build Plate یا سطح چاپ
سطحی که رزین سخت شده در طول فرآیند ساخت به آن می چسبد. سطح چاپ معمولاً از فلز ساخته شده است که باعث می شود نیروی مکش خوبی از رزین وارد شود.
جلد/درب
قسمت بالای یک چاپگر رزینی از اکریلیک رنگی ساخته شده است که برای جلوگیری از اشعه ماوراء بنفش استفاده شده است. رایج ترین رنگ ها برای درپوش ها و روکش ها قرمز، زرد و نارنجی است.
Cure/Curing پخت یا پروسه
قرار دادن رزین در معرض یک منبع نور UV باعث می شود که رزین تحت یک فرآیند شیمیایی قرار گیرد و سخت شود و به آن پخت می گویند.
DLP
پروژکتور نور دیجیتال با تابش یک منبع نور از طریق یک صفحه LCD کار می کند تا رزین را در محفظه چاپ نمایان کند.
تایم قرار گیری در معرض نور UV
مدت زمانی است که یک لایه رزین در معرض نور UV قرار می گیرد. این زمان در اسلایسر تنظیم شده است.
فیلم FEP
فیلم پروپیلن اتیلن فلوئوردار در کف مخازن چاپ رزین استفاده می شود. این ماده یک ماده شفاف و نچسب است که به نور UV اجازه می دهد از آن عبور کند و رزین را در معرض دید قرار دهد. از آنجایی که FEP نچسب است، رزین چسبندگی قوی تری به صفحه ساخت دارد و بنابراین چاپ از فیلم FEP آزاد می شود و در همین حال به صفحه ساختمان متصل می ماند.
صفحه نمایش LCD
نمایشگر کریستال مایع که برای پوشاندن منبع نور UV و نمایش شکل لایه روی رزین خشک نشده استفاده می شود.
مدل
شی دیجیتال طراحی شده برای چاپ سه بعدی. معمولاً به عنوان یک فایل STL ذخیره می شود.
پس پردازش
کارهای لازم برای آماده سازی چاپ برای استفاده پس از اتمام کار چاپگر.
برد چاپگر
این مورد به برد مدار الکترونیکی اشاره دارد که چاپگر را کنترل می کند.
رزین
محیط چاپ برای چاپگرهای رزینی. ساخته شده از مونومرهای فتوکورینگ که هنگام قرارگیری در مقابل اشعه ماوراء بنفش، پلیمرها را تشکیل می دهند.
رزین وات
مخزنی که رزین را در چاپگر برای فرآیند چاپ نگه می دارد. قسمت پایینی از یک صفحه شفاف از فیلم FEP تشکیل شده است که به نور UV این امکان را میدهد که لایه زیرین رزین در مخزن را در معرض دید قرار دهد و خشک کند.
STL
این مخفف می تواند معانی زیادی مانند STereoLithography، Standard Triangle Language یا Standard Tessellation Language داشته باشد. فایل های STL روشی هستند که اکثر مدل های سه بعدی در قالب دیجیتال ذخیره می شوند. این فایل شامل داده هایی است که هندسه سطح جسم را توصیف می کند.
شستشو
عمل شستشوی چاپ رزین سه بعدی در حلالی مانند ایزوپروپیل الکل برای حذف رزین باقی مانده از چاپ قبل از پخت نهایی میباشد.

فرایند چاپ قطعات با پرینتر سه بعدی رزینی
پس از بارگذاری یک فایل سه بعدی بر روی چاپگر و فشار دادن چاپ، صفحه ساخت به آرامی محور Z را در مخزن رزین پایین میآورد.
تابش نور UV روی صفحه LCD
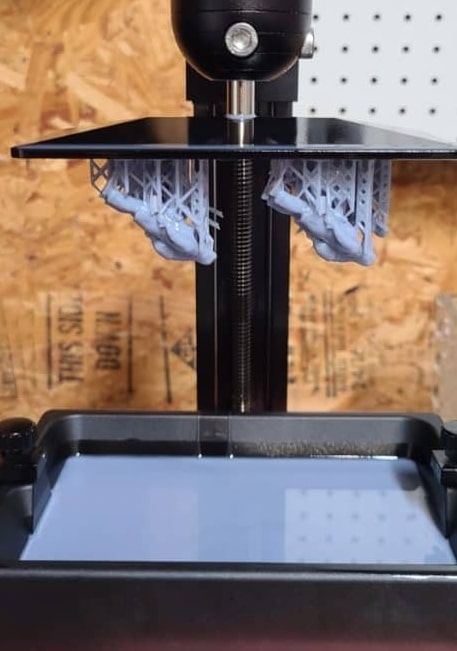
پس از قرار گرفتن صفحه ساخت، نور UV روشن می شود و از طریق تصویر ایجاد شده روی صفحه LCD می تابد. در تصویر زیر محفظه رزین را خالی کردهام و آزمایش نوردهی را در مارس خود شروع کردهام تا بتوانید نور UV را که از تصویر عبور میکند روی صفحه LCD مشاهده کنید.
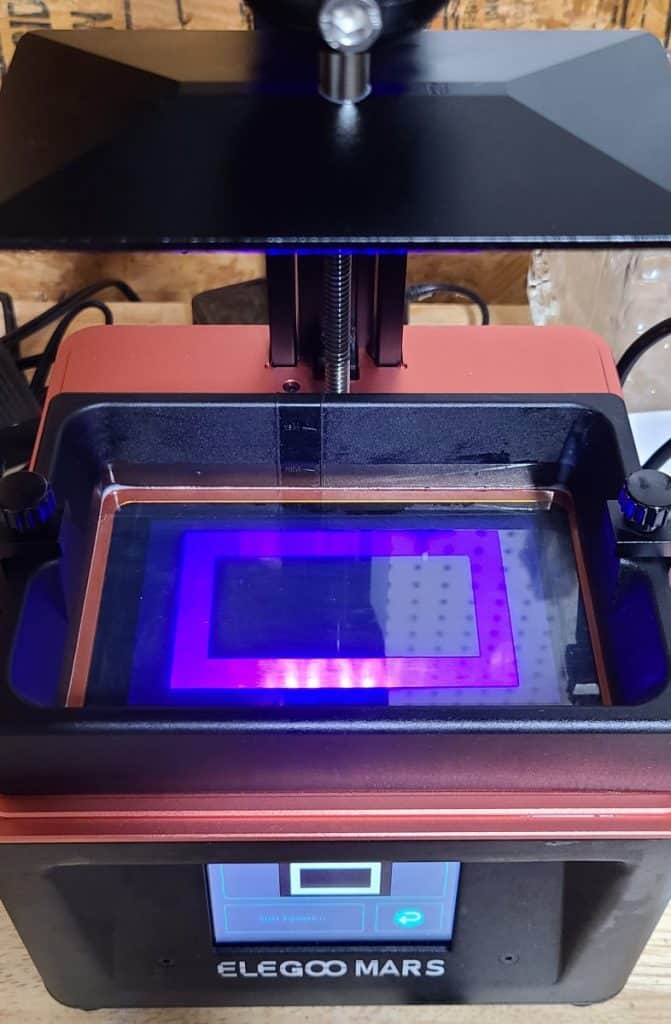
نور ماوراء بنفش از قسمتهای بدون ماسک روی صفحه LCD عبور میکند و رزین را در جایی که در معرض نور قرار میگیرد، خشک میکند. چند لایه اول یا لایه های پایینی بیش از حد در معرض دید قرار می گیرند تا اطمینان حاصل شود که چاپ محکم به سطح می چسبد. زمان لایههای پایین معمولاً 10 تا 12 برابر بیشتر از زمانهای قرار گرفتن لایه معمولی تنظیم میشود. پس از تکمیل لایه، چراغ خاموش می شود و صفحه ساخت حدود 5 میلی متر بلند می شود و سپس پایین می آید.
دلیل بالا و پایین رفتن صفحه ساخت
صفحه ساخت به دو دلیل بالا و پایین می رود. اولین دلیل این است که لایه چاپ شده را از روی ورق FEP در کف مخزن رزین جدا کنید. اگرچه FEP یک ماده نچسب است، رزین همچنان به دلیل مکش و فرآیند پخت به FEP میچسبد. بلند کردن آهسته صفحه ساخت به چاپ اجازه می دهد تا فیلم FEP را بدون جدا شدن از صفحه ساخت جدا کند. دلیل دوم برای بلند کردن و پایین آوردن این است که به رزین تازه اجازه می دهیم به فضایی که پرینت از رزین جدا شده است برگردد.
این روند تا زمانی ادامه می یابد که تمام لایه ها در معرض دید قرار گیرند و پرینت کامل میشود.
اگر درباره نازل پرینتر های سه بعدی FDM نیاز به راهنمایی دارید این مطلب را بخوانید: نازل پرینتر سه بعدی
مرحله پس از پردازش چاپ رزینی
پس از اتمام چاپ، هنوز مقدار زیادی رزین خشک نشده به مدل چسبیده است. اکثر چاپگرها دارای یک آداپتور هستند که صفحه ساختمان را 45 درجه کج می کند تا رزین اضافی دوباره به داخل مخزن چکه کند. حدود 30 دقیقه اجازه می دهیم صفحه ساخت آویزان شود و چکه کند تا هر چه بیشتر رزین به داخل خمره برگردد .
بعد از 30 دقیقه از چاپگر خارج می شود و قبل از اینکه بتوانیم درمان نهایی را انجام دهیم باید رزین اضافی را بشوییم. چاپ را از صفحه ساخت خارج کرده و آن را در ظرف شستشو قرار می دهد تا رزین اضافی از بین برود.
برداشتن تکیه گاه
پس از شستشوی مدل در محلول تمیز کننده، تکیه گاه ها را می توان برداشت. برداشتن تکیه گاه ها از قبل باعث کاهش آسیب های ناشی از ساپورت ها می شود. چاپ ها در آب گرم شسته می شوند و تکیه گاه ها به آرامی برداشته می شوند.
پس از شستن پرینت و برداشتن تکیه گاه ها، مدل رها می شود تا در هوا خشک شود.
خشک کردن چاپ قبل از خشک شدن می تواند باعث باقی ماندن روی چاپ شود. سپس پرینت برای پخت نهایی در محفظه پخت قرار می گیرد. همانطور که می بینید چندین مرحله شامل پس از چاپ است. در بخش بعدی تمام مواد مورد نیاز برای پرینت سه بعدی با رزین را پوشش خواهیم داد.

آنچه برای پرینت سه بعدی با رزین نیاز دارید
چاپ رزین شامل یک سری مراحل است که شامل پس پردازش یک مدل پس از تکمیل چاپ می شود. بر خلاف چاپ FDM، چاپ رزین پس از اتمام کار چاپگر آماده نیست. هنوز با رزین اضافی پوشانده شده است و به طور کامل پخته نشده است. روند زیر یک نمای کلی برای چاپ در رزین است.
- مدل سه بعدی خود را در نرم افزار برش آماده کنید.
- مدل سه بعدی خود را روی چاپگر رزینی خود چاپ کنید.
- چاپ را از صفحه ساخت خارج کنید.
- مدل را در ایزوپروپیل الکل بشویید تا رزین باقیمانده حذف شود.
- چاپ را با منبع UV خشک کنید.
- پشتیبان ها را حذف کنید.
- علائم باقی مانده روی چاپ را از روی پایه ها پاک کنید.
این فرآیند مستقیم است، اما به تجهیزات اضافی نیاز دارید که ممکن است همراه چاپگر شما نباشد . این فرآیندی است که اکثر تولید کنندگان چاپگر توصیه می کنند. من دوست دارم پس از مرحله شستشو و قبل از پخت، تکیه گاه ها را برداریم. در تجربه من این باعث میشود که ساپورتها خیلی راحتتر حذف شوند و کمتر جای زخم بر روی چاپ باقی بمانند.

چه چیز دیگری باید بخرم؟
وقتی صحبت از چاپ رزینی می شود، این همان فیل در اتاق است. افرادی که تازه وارد این موضوع شده اند، پرینت های دقیقی را می بینند که با رزین امکان پذیر است و جذب می شوند. سپس می بینند که یک چاپگر رزینی جدید را می توان با قیمت کمتر از 300 دلار خریداری کرد و قبل از اینکه متوجه شوند، روی خرید کلیک کرده اند. چیزی که بسیاری از مردم متوجه نیستند تعداد دیگری از مواد مصرفی مورد نیاز شماست. برخلاف قطعات چاپ شده با FDM، چاپ رزین به محض توقف چاپگر تمام نمی شود. چاپ ها باید شسته و پخت شوند تا مدل آماده استفاده شود و برای آن به مواد مصرفی بیشتری نیاز دارید.
در اینجا لیستی از مواد مصرفی که برای چاپگر رزینی خود نیاز دارید آورده شده است:
- رزین
- دستگاه تنفس
- دستکش های نیتریل به تعداد زیاد
- حوله های یکبار مصرف مغازه بدون پرز
- محلول تمیز کننده
- ظرف برای شستشو
- ظرف شستشوی خیارشور
- پاک کننده اولتراسونیک
- ماشین شستشوی چاپ
- منبع نور UV
- نور خورشید
- نور UV
- دستگاه پخت چاپ
- قیف صافی رنگ
- فیلم FEP (اندازه بستگی به چاپگر شما دارد)
- مخازن رزین اضافی (وابسته به چاپگر)
- پنل LCD (وابسته به چاپگر)
- Build Plate (وابسته به چاپگر)
- فلاش کاتر برای برداشتن ساپورت
مسائل افزایش دهنده هزینه ها در چاپ رزینی
فقط برای پرینت یک مدل رزین، این تعداد لوازم اضافی وجود دارد. یک ماشین شست و شو و پخت با نصف مبلغی که برای چاپگر خود پرداخت کرده اید برای شما کار می کند. و شما به گالن محلول تمیز کننده و صدها دستکش نیتریل نیاز خواهید داشت! تمام مواد مصرفی لازم برای چاپ رزین می تواند هزینه شما را برای هر مدل دو یا سه برابر کند!
مضرات پرینت سه بعدی رزین
نمی توانم به اندازه کافی به نکته بعدی تاکید کنم. رزین سمی است، تجهیزات حفاظت فردی مناسب تهیه کنید! ماسک هایی که با برخی از کیت های رزین عرضه می شوند برای فیلتر کردن ترکیبات آلی فرار درجه بندی نمی شوند. به بدنت لطفی کن و برو یک ماسک تنفسی مناسب بخر!
مدل های سه بعدی و چاپ رزینی
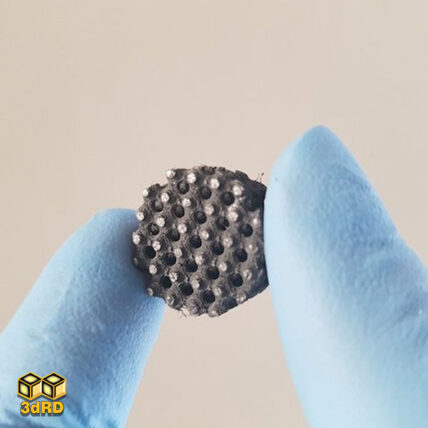
چاپ رزینی برای مدل های کوچکتر با جزئیات بالا عالی است. اشکال کار این است که پرینترهای رزینی هزینه بیشتری برای کارکرد دارند و ممکن است بیشتر از چاپگرهای FDM طول بکشد. بسیاری از علاقه مندان از چاپگرهای رزینی برای چاپ مینیاتورها و لوازم جانبی برای بازی های رومیزی استفاده می کنند. سطح بالای جزئیات می تواند یک مدل پرینت سه بعدی را از مدل خریداری شده که قالب گیری تزریقی شده است غیر قابل تشخیص کند.
در زیر تصویر دو مدل را مشاهده می کنید. مدل سمت چپ از یک فروشگاه خریداری شده و از پلاستیک تزریقی ساخته شده است. مدل سمت راست روی Elegoo Mars چاپ شده بود.

می بینید که هر دو مدل از جزئیات بالایی برخوردار هستند. در واقع، مدل رزین برای چشمان آموزش ندیده دقیقاً مانند یک مدل معمولی به نظر می رسد.
درباره پرینتر سه بعدی SLS بیشتر بدانید.
آماده سازی مدل سه بعدی خود برای چاپ رزینی
برای پرینت سه بعدی باید چند مرحله را قبل از فشار دادن چاپ انجام دهید. اولین قدم این است که مدلی را پیدا کنید که می خواهید چاپ کنید. مدلهای سه بعدی زیادی وجود دارد که میتوانید به صورت آنلاین آنها را دانلود کنید. اکثر مدل ها به عنوان یک فایل STL ذخیره می شوند. برای دانلود مدل ها و نرم افزار پرینت سه بعدی میتوانید از بخش دانلود طرح های سه بعدی سایت 3dRD استفاده کنید.
اگر می خواهید مدل های سه بعدی خود را با استفاده از Blender یا یک برنامه CAD مانند AutoDesk Fusion360 ایجاد کنید، برای اجرای نرم افزار به یک کامپیوتر نیاز دارید. بعد از اینکه مدل یا قسمتی را در برنامه CAD خود ایجاد کردید، باید آن را به عنوان STL ذخیره کرده و در اسلایسر خود وارد کنید.
صرف نظر از روشی که برای دریافت مدل های سه بعدی خود استفاده می شود، برای پردازش باید آنها را در اسلایسر خود وارد کنید . برش دهنده های مخصوص چاپگرهای رزینی وجود دارد و ChituBox یکی از رایج ترین آنهاست. یک مدل به ChituBox وارد می شود و سپس باید جهت دهی و پشتیبانی شود. هنگامی که ساپورت ها به مدل اضافه می شوند، نرم افزار مدل را برش می دهد و فایل G-Code را برای چاپگر رزین آماده می کند.
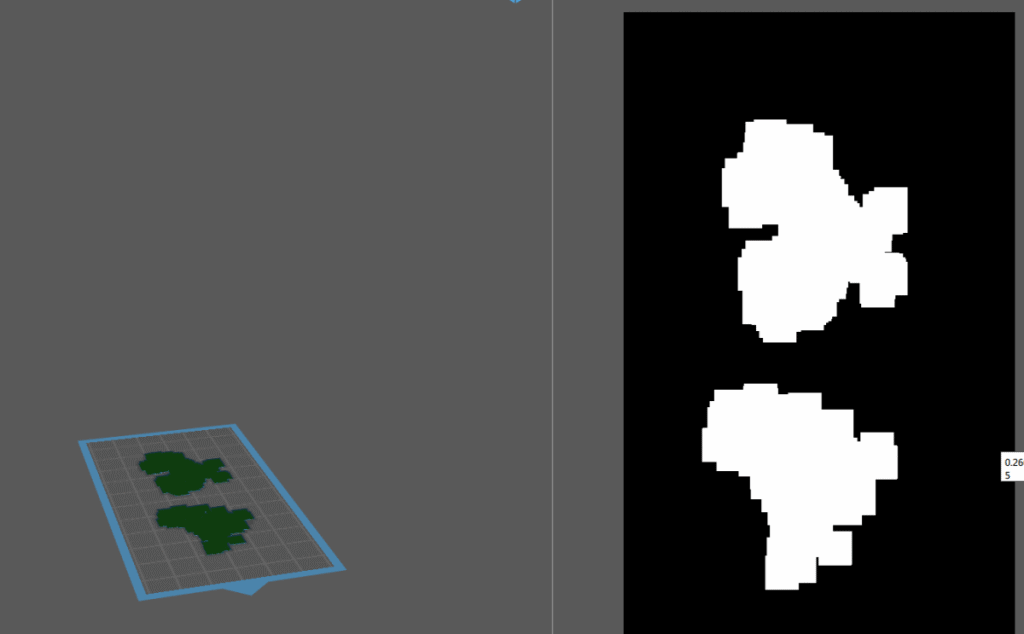
اسلایسر یک فایل متشکل از یک تصویر برای هر لایه مدل ایجاد می کند. سپس تصاویر بر روی صفحه نمایش LCD در ناحیه چاپ نمایش داده می شوند و یک نور UV از آن عبور می کند تا رزین را در معرض دید قرار دهد و سخت کند. تصویر زیر از یک مدل برش خورده در ChituBox گرفته شده است. در سمت چپ اولین لایه مدلی که قرار است چاپ شود را می بینید. در سمت راست تصویر مربوطه است که روی صفحه LCD نمایش داده می شود. ناحیه سفید جایی است که نور از طریق آشکار شدن و سخت شدن رزین می تابد. درصورت تمایل به کار با اسلایسر Simplify3d شما میتوانید آموزش نرم افزار سیمپلیفای را مشاهده کنید.
ساخت پشتیبان برای چاپ قطعات
پشتیبانی مناسب از مدل های سه بعدی با چاپ رزین مهم است. همانطور که مدل رزین از مخزن خارج می شود، لایه باید از فیلم FEP در خمره جدا شود. نیروی لایهبرداری فشار زیادی بر مدل وارد میکند و بدون تکیهگاههای مناسب، مدل میتواند صفحه ساخت را منحرف یا کند کند.

در تصویر زیر می بینید که مدل سمت چپ به درستی پشتیبانی شده و موفق بوده است. مدل سمت راست به درستی پشتیبانی نشد و شکست خورد.

تنظیمات کلی مربوط به قطعه
ارتفاع لایه تاثیر مستقیمی بر کیفیت خواهد داشت. کاهش ارتفاع لایه می تواند جزئیات را افزایش دهد اما زمان کلی چاپ را افزایش می دهد. من توصیه می کنم یک چاپ آزمایشی از همان مدل در هر دو 0.05 و 0.025 میلی متر تهیه کنید و سپس نتیجه را مقایسه کنید. اگر از جزئیات 0.05 راضی هستید با آن ادامه دهید. اگر جزئیات مدل 0.025 را دوست دارید و زمان چاپ طولانی تر برایتان مهم نیست، با 0.025 همراه باشید.
تنظیمات تعداد لایه در پرینتر سه بعدی رزینی
تعداد لایههای پایین و زمان نوردهی پایین تنظیماتی هستند که به چاپ شما کمک میکنند که قطعات به صفحه ساخت بچسبند. زمان نوردهی پایین باید حدود 10-12 برابر زمان نوردهی لایه شما باشد. اگر مشکلی با چسبندگی صفحه ساخت دارید، مقاله من را در اینجا بررسی کنید .
زمان نوردهی مدت زمانی است که نور روشن می شود و لایه های غیر پایینی را در معرض دید قرار می دهد. این جایی است که می خواهید مقداری را که از تست کالیبراسیون رزین دریافت کرده اید وارد کنید. مطمئن شوید که این به درستی تنظیم شده است زیرا بر کیفیت چاپ شما تأثیر می گذارد!
بالابر پایین و فاصله بلند کردن به چاپگر می گوید که تا چه اندازه صفحه ساخت بین لایه ها را بالا ببرد. 5 میلی متر برای اکثر ماشین ها خوب کار می کند و نیازی به تنظیم این تنظیمات ندارید.
بالابر پایین و سرعت بالا بردن تعیین می کند که صفحه ساختمان با چه سرعتی بین لایه ها بلند می شود. کاهش سرعت لیفت به چاپ اجازه می دهد تا کندتر از FEP جدا شود . کاهش سرعت بلند کردن می تواند خطر چاپ ناموفق یا رها شدن مدل از پشتیبانی را کاهش دهد. نکته منفی این است که کاهش سرعت بالابر زمان کلی چاپ شما را افزایش می دهد.
من سرعت بالابر خود را روی 60 میلی متر در دقیقه تنظیم کردم و متوجه شدم که برای Elegoo Mars به خوبی کار می کند. Retract Speed به چاپگر میگوید که با چه سرعتی صفحه ساخت را به داخل مخزن رزین برگرداند. پیش فرض 150mm/min است و باید در آن مقدار باقی بماند.
پس از برش مدل توسط نرم افزار، مدل آماده انتقال به چاپگر برای پرینت سه بعدی است. قبل از بررسی نحوه عملکرد چاپگر، اجازه دهید در مورد نحوه عملکرد رزین صحبت کنیم.
چاپگر رزین سه بعدی چگونه کار می کند.
بر خلاف چاپگرهای مدلسازی رسوب ذوب شده (FDM) که در آن مواد به صورت جامد شروع میشود، مواد چاپگر رزین به صورت مایع شروع میشود. در حالی که رزین مایع در معرض نور UV قرار نمی گیرد، در حالت مایع باقی می ماند . برای تبدیل مایع به جامد باید تحت یک فرآیند شیمیایی قرار گیرد . در این فرآیند از نور UV به عنوان کاتالیزور استفاده می شود که باعث تغییر ترکیب شیمیایی می شود. این تغییر منجر به تغییر رزین مایع از حالت مایع به جامد می شود. برای پرینتر های سه بعدی FDM اطلاعاتی درمورد فیلامنت ها منتشر کرده ایم میتوانید مشاهده کنید: تفاوت فیلامنت PLA با فیلامنت ABS
برای درک چگونگی عملکرد این فرآیند، باید ساختار مولکولی رزین را بررسی کنیم. رزین حاوی مولکول هایی به نام مونومر است. مونومرها مولکولهایی هستند که میتوانند با مولکولهای مشابه دیگر پیوند برقرار کنند و یک پلیمر را تشکیل دهند . پلیمرها موادی با ساختار مولکولی هستند که عمدتاً مولکولهای مشابهی هستند که به یکدیگر پیوند دارند . بسیاری از مواد مصنوعی مانند پلاستیک و رزین از پلیمرها تشکیل شده اند.
پلیمریزاسیون و زنجیره پلیمری
جرم مولکولی بزرگتر پلیمر ویژگی های فیزیکی مانند چقرمگی و الاستیسیته را ایجاد می کند. تشکیل مجموعه های مولکولی منجر به ساختارهای نیمه کریستالی می شود . این به عنوان پلیمریزاسیون شناخته می شود و منجر به شبکه های سه بعدی زنجیره های پلیمری می شود.
برای تبدیل علت واکنش شیمیایی که مونومرها را به پلیمرها پیوند می دهد، چاپگر از یک منبع نور UV، لیزر یا آرایه LED UV، استفاده می کند تا بر روی رزین بتابد . با استفاده از لیزر، شکل هر لایه بر روی رزین ترسیم می شود و باعث سفت شدن آن می شود. برای چاپگرهای خانگی، از یک صفحه نمایش LCD برای پوشاندن لایه چاپ استفاده می شود.
اشعه ماوراء بنفش از طریق نواحی شفاف روی صفحه نمایش داده می شود و در نتیجه یک واکنش شیمیایی ایجاد می شود که رزین را سخت می کند. پس از سفت شدن یک لایه، صفحه ساخت بالا می آید و لایه بعدی نمایان می شود. این روند تا زمانی که کل چاپ تمام شود ادامه می یابد.
پس از اتمام پرینت، مدل از صفحه ساخت خارج می شود و با یک حلال شسته می شود تا رزین و رزین باقی مانده خارج شود. سپس مدل در یک محفظه پخت قرار می گیرد تا عمل آوری رزین به پایان برسد.
به دلیل ماهیت حساس به نور رزین ها، ادامه دادن چاپ در معرض منابع UV منجر به تخریب رزین در طول زمان می شود. اگر چاپی باید در معرض نور UV قرار گیرد، باید چاپ را پرداخت کرد، بنابراین رزین به سخت شدن ادامه نمیدهد. یک راه ساده برای انجام این کار، رنگ آمیزی شی است .
اقدامات احتیاطی هنگام کار با رزین
رزین پرینت سه بعدی سمی است و باید از تنفس بخارات و قرار گرفتن آن روی پوست خودداری کنید. همیشه هنگام کار با رزین از ماسک و دستکش مناسب استفاده کنید. تا زمانی که مدل های شما به طور کامل پرداخت نشده اند، آنها را بدون دستکش نگهداری نکنید!
برای چاپ رزین به تعداد زیادی دستکش نیتریل یکبار مصرف نیاز دارید. توصیه می کنم برای استفاده از یک جفت دستکش تمیزکننده آشپزخانه استفاده کنید، زیرا دوام بیشتری دارند و مدت زمان زیادی دوام خواهند داشت. قیمت یک جفت از این دستکش ها به اندازه یک جعبه دستکش یکبار مصرف 100 نیتریل است و در کمترین زمان هزینه خود را پرداخت می کند.
شما همچنین به یک ماسک تنفسی با کیفیت نیاز دارید که بتواند ترکیبات آلی فرار را فیلتر کند. ماسک هایی که به همراه تنظیمات چاپگر رزین ارائه می شوند از بالاترین کیفیت برخوردار نیستند. من به شدت توصیه می کنم یک ماسک تنفسی مناسب که مطابق با استانداردهای صنعتی برای فیلتر کردن VOC باشد مانند ماسکهای 3M تهیه کنید .

انواع رزین ها و کاربرد آنها
برای چاپ با پرینتر های سه بعدی رزین ها دارای تنوع و انواع مختلفی می باشند که در ادامه از این بخش 3dRD به آن به صورت کامل خواهیم پرداخت، در ادامه با ما همراه باشید.
رزین استاندارد
رزین استاندارد رزین اصلی و معمولاً ارزانترین رزین شما است. این رزین می تواند در رنگ های مختلف باشد و از نظر ظاهری مات است. رزین استاندارد معمولاً ویسکوزیته پایینی دارد که به رزین اجازه می دهد در طول فرآیند چاپ آزادانه جریان یابد. رزین های استاندارد برای کاهش انقباض بخشی در هنگام پخت طراحی شده اند. رزین های استاندارد همچنین در هنگام پخت شکننده هستند و ممکن است برای قطعات کاربردی که به استحکام بالایی نیاز دارند به خوبی کار نکنند.
رزین شفاف
رزین شفاف شکل دیگری از رزین استاندارد است . رزین های شفاف با سایر رزین های استاندارد متفاوت هستند زیرا ظاهر آنها به جای مات، شفاف است. یک جنبه جالب رزین شفاف این است که نور UV می تواند از لایه فعلی به لایه های قبلی چاپ بگذرد. از آنجایی که رزین شفاف نور UV را به راحتی جذب نمی کند، زمان قرار گرفتن در معرض رزین شفاف بیشتر است. رزین شفاف دارای همان مشخصات مکانیکی رزین استاندارد است.
رزین ریخته گری
رزین ریخته گری در صنایع مختلفی مانند جواهرسازی و ریخته گری فلزات استفاده می شود. این رزین به گونه ای طراحی شده است که در فرآیندی مانند ریخته گری موم از دست رفته “سوخته شود”. رزین های ریخته گری معمولاً با موم هایی ساخته می شوند که در معرض دمای بالا ذوب می شوند. این رزین ها برای این منظور خاص طراحی شده اند و برای مصارف دیگر به خوبی کار نمی کنند.
رزین سخت
رزین سخت به گونه ای طراحی شده است که استحکام بالاتری نسبت به رزین استاندارد داشته باشد. رزین سخت برای تقلید از ویژگی های مکانیکی پلاستیک ABS طراحی شده است. رزین سخت برای نمونههای اولیه کاربردی ایدهآل است زیرا قطعات محکمی تولید میکند که احتمال شکستگی کمتری دارند. با رزین سخت، شما معمولاً به قطعات خود نیاز دارید که حداقل ضخامت دیواره را داشته باشند. تلاش برای چاپ مدل هایی با دیواره های نازک می تواند منجر به چاپ ناموفق شود.
رزین انعطاف پذیر
رزین انعطاف پذیر برای دستگاه های پزشکی، مدل های آناتومیکی، لوازم جلوه های ویژه و هر چیزی که نیاز به خم شدن و حرکت دارد ایده آل است . تفاوت اصلی بین رزین انعطاف پذیر این است که قسمت نهایی چقدر انعطاف دارد.
برای اکثر مصارف خانگی، رزین استاندارد، شفاف و سخت رایج ترین است . بسیاری از مردم همچنین در ترکیب رزین های پرینتر سه بعدی خود برای بهبود کیفیت نهایی چاپ موفق هستند. به عنوان مثال، می توانید کمی رزین انعطاف پذیر را با رزین استاندارد مخلوط کنید تا میزان شکنندگی در چاپ نهایی کاهش یابد.
تاثیرات زمان و سرعت در چاپ رزینی
زمان کلی چاپ تحت تأثیر چند لایه مدل و زمان نوردهی در هر لایه است. با چاپگرهای LCD تک رنگ می توانید زمان نوردهی کمتر از دو ثانیه داشته باشید. با چاپگرهای صفحه RGB ممکن است بسته به رزین به هر لایه از 6 تا 12 ثانیه زمان نیاز داشته باشید.
چاپگرهای رزین برای چاپ با ارتفاع لایه های بسیار نازک مانند 20 یا 50 میکرون طراحی شده اند. حتی اگر چاپگرهای رزینی یک لایه کامل را به یکباره چاپ می کنند زیرا چنین لایه های نازکی را چاپ می کنند، باز هم می توانند کندتر از یک چاپگر FDM باشند. به عنوان مثال، یک شیء با ارتفاع 3 میلی متر که برای چاپ FDM برش داده شده است، دارای 15 لایه است. یک جسم 3 میلی متری که در ارتفاع لایه 0.05 میلی متری بریده شده است 250 لایه خواهد داشت. در هر لایه 7-10 ثانیه، زمان اضافه می شود.
سرعت بالابری که در اسلایسر خود تنظیم کرده اید نیز بر کل زمان چاپ برای چاپ تأثیر می گذارد . در حالی که کاهش سرعت بالابر احتمال پاره شدن چاپ از صفحه ساخت یا ساپورت ها را کاهش می دهد، زمان کلی چاپ را افزایش می دهد.
درباره اکسترودر پرینترهای سه بعدی بیشتر بدانید.
تاثیرات تنظیم زمان قرار گرفتن در معرض نور
شاید از خودتان بپرسید تنظیم قرار گرفتن در معرض نور اصلا برای چیست و کاربرد های کالیبرده کردن پرینتر سه بعدی رزینی دقیقا چیست؟ ما در ادامه این بخش از مقاله 3dRD به این مهم هم خواهیم پرداخت، با ما همراه باشید.
کالیبره کردن پرینتر سه بعدی رزینی
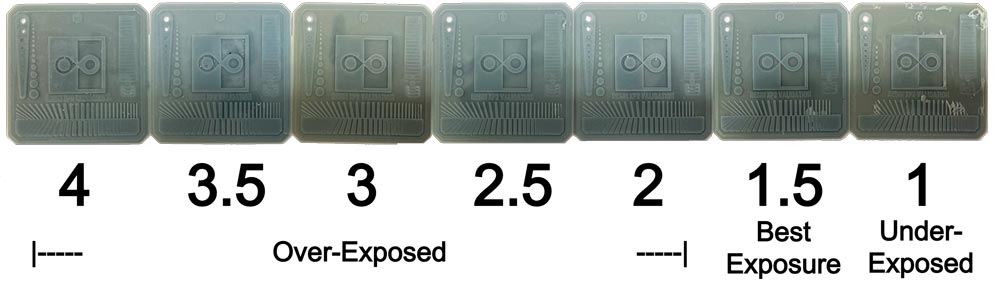
مهم ترین عامل در گرفتن پرینت های خوب از چاپگر رزینی، زمان قرار گرفتن در معرض نور لایه است. نوردهی بیش از حد یا کمرنگ چاپهای شما باعث از بین رفتن جزئیات مدل شما میشود. شما باید مطمئن شوید که زمان لایه بندی مناسبی را برای رزینی که استفاده می کنید در نظر گرفته اید. بیشتر سازندگان، راهنما در مورد زمان های نوردهی رزین های خود دارند. و بسیاری از جوامع چاپگر دارای صفحات گسترده آنلاین هستند که زمان قرار گرفتن در معرض نور مارک های مختلف رزین را در یک مدل چاپگر نشان می دهد.
آزمایش دستی کالیبراسیون
استفاده از دادههای سازنده یا راهنمای آنلاین مشکلی ندارد، اما توصیه میکنم برای یافتن زمان چاپ بهینه برای چاپگر خود، آزمایش کالیبراسیون رزین را انجام دهید . من از تست قرار گرفتن در معرض رزین چند چاپگر که در بازار یافت می شود استفاده می کنم . به طور خلاصه، شما از 3 فایل از مخزن Git استفاده خواهید کرد. دو فایل فایل های G-Code هستند که برای پیکربندی چاپگر شما برای آزمایش مورد نیاز هستند. فایل سوم مدل واقعی است که برای کالیبره کردن رزین چاپ خواهید کرد.
آزمایش یک کارت کوچک را چاپ می کند که چندین تصویر و اعداد روی آن وجود دارد. در بالای کارت اعدادی هستند که زمان نوردهی را بر حسب ثانیه نشان میدهند. در زیر هر عدد مجموعه ای از نمادها وجود دارد که برای مقایسه و تعیین زمان نوردهی لایه ای مناسب برای رزین مورد استفاده استفاده می کنید.
تصویر زیر یک تست کالیبراسیون است که من برای استاندارد Elegoo در Elegoo Mars خود انجام دادم. زمان های نوردهی با رنگ قرمز و تصاویر کالیبراسیون با رنگ سرخابی مشخص شده اند. این تصویر نتایج را کمی تغییر میدهد. چاپ در 7.5 بهترین تعادل را داشت در حالی که در تصویر 10 به نظر میرسد تنظیم بهتری باشد. در حالت ایده آل، شما می خواهید که فضای مثبت و منفی در دو طرف ستون برابر باشد.

آیا باید چاپگر رزین بخرم؟
در این مرحله ممکن است به فکر خرید چاپگر رزینی باشید. اگر به دنبال چاپ مدل های کوچکتر با جزئیات بالا هستید، ممکن است چاپگر رزینی برای شما مناسب باشد. از طرف دیگر اگر به دنبال چاپ مدل های بزرگتر بدون جزئیات زیاد هستید، FDM ممکن است راه حلی باشد. اگر با نحوه کار چاپ FDM آشنا نیستید، می توانید صفحه مدل های پرینتر سه بعدی 3dRD را ببینید.
پاسخ به سوالات پرتکرار پرینتر سه بعدی رزینی
آیا کار کردن با پرینتر سه بعدی رزینی سخت است؟
از نظر 3dRD کارکردن با هر دستگاه پرینتر سه بعدی چه FDM و چه رزینی و… نیاز به آموزش های کامل دارد. در رزینی نیاز به دقت و صرف زمان برای کالیبره کردن بیشتر است.
پرینتر سه بعدی رزینی برای چه کاری مناسب است؟
پرینتر های سه بعدی رزینی هم مثل FDM همه نوع قطعه را چاپ میکنند و بازار کار بستگی به خلاقیت فروشنده آن قطعه دارد. بیشتر برای قطعات خیلی دقیق و گران قیمت توصیه میشود اما درنظر داشته باشید که نیاز به امکانات بیشتری هم دارد.
آیا سرعت پرینتر سه بعدی رزینی کم است؟
این نوع پرینتر ها نیز تنظیمات سرعت جداگانه دارند چه داخل نرم افزار اسلایسر و چه در دستگاه ها، اما در کل برای چاپ قطعات دقیق باید از سرعت کم استفاده کرد.
دکتر کریس ساترفیلد استاد کالج
سلام! من دکتر کرتیس ساترفیلد هستم، یک استاد کالج و از علاقه مندان پرینت سه بعدی. رشته من علوم کامپیوتر است و این چیزی است که در دانشکده ام تدریس می کنم. من از سال 2015 مشغول تحقیق و تدریس پرینت سه بعدی هستم و از کمک به مردم در مورد تکنولوژی عالی چاپ سه بعدی لذت می برم!
3dRD
شرکت صنعت سامه با نام تجاری 3dRD بزرگترین و تخصصی ترین تولیدکننده پرینترهای سه بعدی در ایران
Sources: 3dprintknowledge.com