دستیابی به یک خروجی بینقص در پرینت سهبعدی، مرز باریکی بین دانش فنی و تنظیمات هوشمندانه ددستگاه دارد. بسیاری از کاربران به دلیل عدم شناخت دقیق ریشه مشکلات، ساعتها زمان و متریال ارزشمند خود را صرف آزمون و خطاهای بیپایان برای رفع مشکلات پرینتر سه بعدی میکنند. در این راهنمای جامع، ما دقیقترین استراتژیهای عیب یابی پرینتر سه بعدی را در کنار تنظیمات طلایی پرینترهای 3dRD بررسی میکنیم.
راهنمای کامل رفع مشکلات پرینتر سه بعدی آپدیت ۲۰۲۶
| ردیف | نام خطا (فارسی) | نام خطا (انگلیسی) | علت اصلی | راهکارهای عمومی قابلاجرا برای همه | راهکار اختصاصی پرینتر |
|---|---|---|---|---|---|
| ۱ | عدم چسبندگی به بستر | No Bed Adhesion | تراز نبودن یا کثیفی بستر | تمیزکاری با الکل؛ استفاده از چسب ماتیکی | سطح شیشه را با سنباده ۱۰۰۰ نرم، زبر کنید. |
| ۲ | اکستروژن کم (Under) | Under Extrusion | گرفتگی نازل یا تنظیمات اسلایسر | افزایش Flow در اسلایسر (۱۰۵٪) | چرخدنده پلاستیکی اکسترودر را چک کنید. |
| ۳ | اکستروژن زیاد (Over) | Over Extrusion | دمای بالا یا کالیبره نبودن موتور | کاهش Flow؛ کاهش دمای نازل | مقدار E-steps را در منوی دستگاه تنظیم کنید. |
| ۴ | رشتهکشی (Stringing) | Stringing | تنظیمات Retraction غلط | تنظیم فاصله پسکشیدن (Retraction) | حتماً از فیلامنت خشک (رطوبتگیری شده) استفاده کنید. |
| ۵ | تاب برداشتن (Warping) | Warping | اختلاف دمای لایهها و محیط | استفاده از Brim یا Raft؛ ثابتکردن دما | بستر را حتماً گرم کنید و از فیلامنت PLA استفاده کنید. |
| ۶ | جابهجایی لایه | Layer Shifting | شل بودن تسمهها یا لرزش | سفت کردن تسمههای X و Y | بلبرینگهای خطی را با روغن چرخخیاطی روان کنید. |
| ۷ | گرفتگی نازل (Clogging) | Nozzle Clogging | فیلامنت بیکیفیت یا سوخته | انجام متد Cold Pull برای تخلیه | نازل برنجی را هر ۱۰۰ ساعت کارکرد تعویض کنید. |
| ۸ | شکاف در لایهها | Layer Gaps / Gaps Between Layers | دمای پایین یا سرعت چاپ بالا | افزایش دمای چاپ؛ کاهش سرعت | پارامتر Infill Overlap را در اسلایسر افزایش دهید. |
| ۹ | داغشدن (Overheating) | Overheating | خرابی فن یا سرعت پایین چاپ | بررسی سلامت فن خنککننده قطعه | فنهای استوک را با مدلهای بلبرینگی جایگزین کنید. |
| ۱۰ | لایه اول نامناسب | Poor First Layer | فاصله غلط نازل تا بستر | تنظیم دقیق Z-Offset در اسلایسر | از تست کاغذ برای کالیبره دستی ۴ گوشه استفاده کنید. |
| ۱۱ | صدای تقتق اکسترودر | Extruder Clicking / Grinding | مقاومت در مسیر فیلامنت | چککردن مسیر لوله تفلون (Bowden) | پیچ تنظیم فنر بازوی اکسترودر را کمی شل کنید. |
| ۱۲ | پای فیل (Elephant's Foot) | Elephant's Foot | فشار زیاد لایههای پایین | کاهش دمای بستر؛ ترازکردن دقیق لایه اول | لایه اول را بیش از حد به بستر فشرده نکنید. |
| ۱۳ | خطوط دیواره (Z-Wobble) | Z-Wobble / Z-Banding Vertical | لرزشهای مکانیکی محور Z | سفت کردن پیچهای لیداسکرو | کوپلینگ موتور Z و تراز بودن شاسی را چک کنید. |
| ۱۴ | پاره شدن فیلامنت | Filament Snapping / Breaking | رطوبت یا فشار زیاد بازو | نگهداری فیلامنت در محیط خشک | فشار هاب اکسترودر روی فیلامنت را کاهش دهید. |
| ۱۵ | توقف ناگهانی چاپ | Sudden Print Stop | نوسان برق یا خطای فایل | استفاده از UPS و محافظ برق | سوکتهای کابل فلت پشت نمایشگر را چک کنید. |
| ۱۶ | سطح زبر (Blobs/Zits) | Blobs / Zits | تنظیمات شروع لایه (Seam) | فعالکردن Coasting در تنظیمات اسلایسر | سرعت Retraction را روی ۴۰ تا ۶۰ تنظیم کنید. |
| ۱۷ | سایه انداختن (Ghosting) | Ghosting / Ringing | ارتعاش در سرعتهای بالا | کاهش شتاب (Jerk) و سرعت چاپ | تمامی پیچهای فریم و بدنه را مجدد سفت کنید. |
| ۱۸ | جداشدن لایهها | Layer Separation / Delamination | چسبندگی ضعیف بین لایه | افزایش دمای نازل؛ قطعکردن فن خنککننده برای چاپ قطعات بزرگ | حتماً انکلوژر بسازید. |
| ۱۹ | پر نشدن سقف (Pillowing) | Pillowing | تعداد کم لایه سقف | افزایش تعداد Top Layers در اسلایسر | قدرت فن خنککننده نازل را تقویت کنید. |
| ۲۰ | خرابی ساپورتها | Failed Supports | تراکم کم یا تنظیمات Z-gap | افزایش دانسیته ساپورت (بیش از ۱۵٪) | فاصله عمودی ساپورت را با ارتفاع لایه یکی کنید. |
| ۲۱ | صدای سوت درایورها | Stepper Driver Whining | ولتاژ نامناسب استپر موتور | تنظیم ولتاژ درایورها (Vref) | از نصب صحیح فن روی برد اصلی مطمئن شوید. |
| ۲۲ | عدم ذوب (Cold Extrusion) | Cold Extrusion | خطای سنسور دما یا کابل | تعویض ترمیستور (سنسور دما) | سوکتهای متصل به هد چاپ را بررسی کنید. |
| ۲۳ | پلهپله شدن (Z-Banding) | Z-Banding | کثیفی یا خمیدگی لیداسکرو | تمیزکاری و گریسکاری لیداسکرو محور Z | از کوپلینگهای منعطف برای اتصال موتور Z استفاده کنید. |
| ۲۴ | خطای ابعادی قطعه | Dimensional Inaccuracy | کالیبره نبودن گام موتورها | تنظیم Step/mm در محورهای X، Y و Z | با یک کولیس دیجیتال، مکعب تست ۲۰mm را کالیبره کنید. |
| ۲۵ | سوختن فن خنککننده | Cooling Fan Failure | کیفیت پایین فن استوک | تعویض فن با مدلهای باکیفیت ۵۰۱۵ | از سیمکشی مستقیم و ایمن مطمئن شوید. |
اکستروژن کم (Under-Extrusion): چرا فیلامنت در پرینتر سهبعدی اکسترود نمیشود
این عیب معمولاً به دلیل گرفتگی جزئی نازل یا تنظیمات نامناسب اسلایسر مانند جریان پایین فیلامنت رخ میدهد که لایههای ناقص ایجاد میکند.
برای رفع مشکلات پرینتر سه بعدی ناشی از این مورد جریان فیلامنت را در اسلایسر به ۱۰۵ درصد افزایش دهید و نازل را بررسی کنید.
راهکار اختصاصی پرینتر 3dRD: چرخدنده پلاستیکی اکسترودر را برای ساییدگی چک کنید و در صورت نیاز تعویض نمایید تا جریان یکنواخت شود.
اکستروژن زیاد (Over-Extrusion): رفع مشکل اکستروژن زیاد پرینتر سهبعدی خانگی
علت این مسئله غالباً دمای بیش از حد نازل یا عدم کالیبراسیون موتور اکسترودر است که باعث خروج بیش از اندازه فیلامنت و سطوح ناهموار میگردد.
راهکارهای کلی عبارتاند از کاهش جریان فیلامنت و تنظیم دمای نازل به مقادیر پایینتر برای کنترل خروجی.
راهکار اختصاصی پرینتر 3dRD: مقدار E-steps را مستقیماً از منوی دستگاه تنظیم کنید تا دقت اکستروژن بهبود یابد.
رشتهکشی (Stringing): مشکل stringing پرینتر سهبعدی ایرانی
این مشکل از تنظیمات نادرست retraction ناشی میشود که اجازه میدهد فیلامنت مذاب در حین جابهجایی نازل نشت کند و رشتههای نازک ایجاد شود.
فاصله retraction را تنظیم و سرعت آن را افزایش دهید تا نشتی کاهش یابد.
راهکار اختصاصی پرینتر 3dRD: حتماً از فیلامنت رطوبتگیری شده استفاده کنید تا ویسکوزیته مناسب حفظ شود.
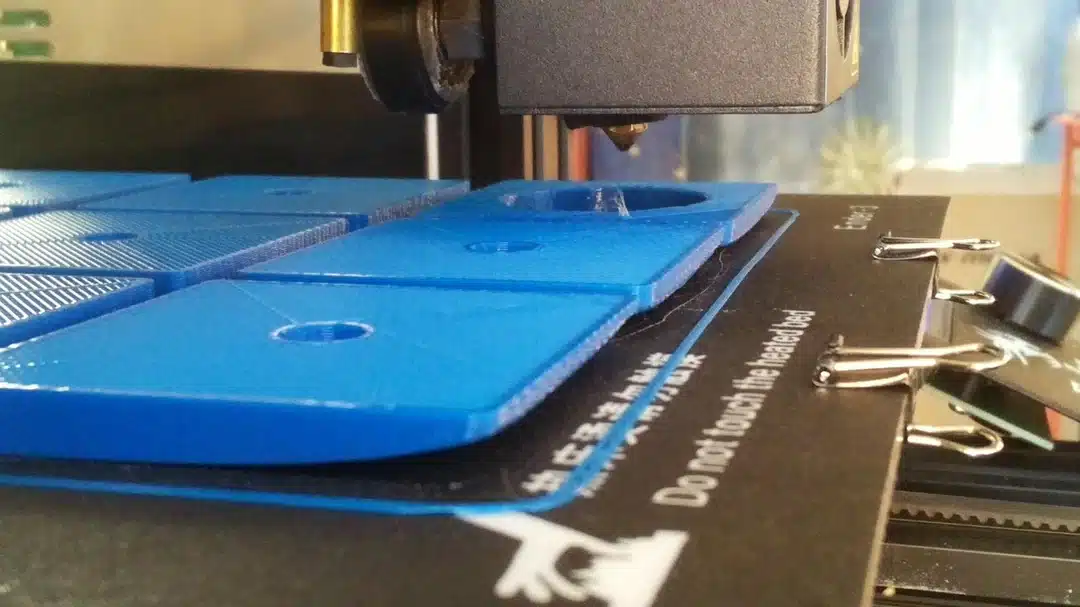
رفع مشکلات پرینتر سه بعدی در عدم چسبندگی به بستر (Bed Adhesion Failure): چرا لایه اول به صفحه نمیچسبد
علت اصلی این مشکل اغلب ناشی از تراز نبودن بستر یا وجود آلودگیهایی مثل گردوغبار و روغن روی سطح آن است که مانع از اتصال مناسب لایه اول میشود. برای رفع این مشکل تمیزکاری سطح بستر با الکل ایزوپروپیل و اعمال چسب ماتیکی یا اسپری مخصوص برای افزایش چسبندگی توصیه میشود.
راهکار اختصاصی برای پرینتر 3dRD: سطح شیشهای بستر را با سنباده ۱۰۰۰ نرم صیقل دهید تا زبری مناسبی ایجاد شود و چسبندگی افزایش یابد.
تاب برداشتن (Warping): مشکل warping در پرینتر سهبعدی ABS ایرانی
اختلاف حرارتی بین لایههای چاپی و محیط اطراف باعث انقباض نامتوازن فیلامنت و تاب برداشتن مدل میشود.
راهکارهای استاندارد شامل افزودن brim یا raft به مدل و حفظ دمای ثابت محیط است.
راهکار اختصاصی پرینتر 3dRD: بستر را گرم نگه دارید و ترجیحاً از فیلامنت PLA استفاده کنید که حساسیت کمتری به تغییرات حرارتی دارد.
جابهجایی لایه هنگام پرینت سه بعدی (Layer Shifting)
شل بودن تسمهها یا لرزشهای مکانیکی دستگاه منجر به جابهجایی ناگهانی لایهها در حین چاپ میگردد.
تسمههای محورهای X و Y را سفت کنید تا ثبات افزایش یابد.
راهکار اختصاصی پرینتر 3dRD: برای رفع مشکلات پرینتر سه بعدی در این زمینه بلبرینگهای خطی را با روغن چرخخیاطی روان کنید.
گرفتگی نازل (Clogging): چطور گرفتگی نازل پرینتر سهبعدی رو باز کنیم
فیلامنت بیکیفیت یا باقیماندههای سوخته در نازل باعث انسداد مسیر خروج میشود.
روش عمومی cold pull یا کشش سرد را برای تخلیه باقیماندهها اعمال کنید.
راهکار اختصاصی پرینتر 3dRD: نازل برنجی را پس از هر ۱۰۰ ساعت کارکرد تعویض کنید تا از انسدادهای مکرر جلوگیری شود.
شکاف در لایهها (Layer Gaps)
دمای پایین چاپ یا سرعت بیش از حد باعث عدم اتصال مناسب لایهها و ایجاد شکاف میشود.
بهصورت کلی، دمای چاپ را افزایش دهید و سرعت را کاهش دهید تا همجوشی بهتر رخ دهد.
راهکار اختصاصی پرینتر 3dRD: پارامتر infill overlap را در اسلایسر افزایش دهید تا لایهها محکمتر به هم متصل شوند.
داغشدن بیش از حد (Overheating): چرا پرینت سهبعدی ذوب میشود
خرابی فن خنککننده یا سرعت پایین چاپ اجازه میدهد حرارت انباشته شود و سطوح نرم شوند.
راهکار عمومی بررسی و تعمیر فن خنککننده قطعه است.
راهکار اختصاصی پرینتر 3dRD: فنهای استوک را با مدلهای بلبرینگی جایگزین کنید تا کارایی خنکسازی افزایش یابد.
لایه اول نامناسب (Poor First Layer): چرا در پرینت سهبعدی ماده فیلامنت خارج نمیشود؟
فاصله نادرست نازل تا بستر باعث فشردگی بیش از حد یا نازکی لایه اولیه میشود.
تنظیم دقیق Z-offset را در اسلایسر بهعنوان راهکار عمومی پیشنهاد میکنیم.
راهکار اختصاصی پرینتر 3dRD: از تست کاغذ برای کالیبراسیون دستی چهار گوشه بستر استفاده کنید.
صدای تقتق اکسترودر (Clicking Noise): رفع رفع مشکلات پرینتر سه بعدی در صدای کلیک اکسترودر پرینتر سهبعدی
مقاومت در مسیر فیلامنت مانند گرفتگی لوله تفلون باعث ایجاد این صدا میشود.
مسیر لوله bowden را چک کنید تا جریان روان شود.
راهکار اختصاصی پرینتر 3dRD: پیچ تنظیم فنر بازوی اکسترودر را کمی شل کنید تا فشار متعادل گردد.
ایجاد پای فیل (Elephant’s Foot): چرا لایه اول چاپ سه بعدی نامناسب است
فشار زیاد لایههای پایین به دلیل دمای بالای بستر باعث پهن شدن پایه مدل میشود.
کاهش دمای بستر و تراز دقیق مؤثر است.
راهکار اختصاصی پرینتر 3dRD: لایه اول را بیش از حد به بستر فشرده نکنید تا تعادل حفظ شود.
خطوط دیواره (Z-Wobble): چرا پرینت سهبعدی زبر و ناهموار میشود
لرزشهای مکانیکی محور Z مانند خمیدگی لیداسکرو باعث ایجاد خطوط ناهموار میشود.
سفت کردن پیچهای لیداسکرو را توصیه میکنیم.
راهکار اختصاصی پرینتر 3dRD: کوپلینگ موتور Z و تراز شاسی را چک کنید تا لرزش کاهش یابد.
پاره شدن فیلامنت (Filament Breakage): چرا فیلامنت دندانهدار میشود
رطوبت جذبشده یا فشار زیاد بازو باعث شکنندگی فیلامنت میشود.
نگهداری فیلامنت در محیط خشک ضروری است.
راهکار اختصاصی پرینتر 3dRD: فشار هاب اکسترودر روی فیلامنت را کاهش دهید تا آسیب کمتر شود.
توقف ناگهانی چاپ (Sudden Stop): چرا پرینت سهبعدی نصفهکاره قطع میشود
نوسان برق یا خطای فایل G-code باعث قطع ناگهانی فرایند چاپ میگردد.
استفاده از UPS و محافظ برق بهصورت عمومی پیشنهاد میشود.
راهکار اختصاصی پرینتر 3dRD: سوکتهای کابل فلت پشت نمایشگر را بررسی کنید تا اتصال پایدار باشد.
سطح زبر (Blobs/Zits): چطور رشته کشی پرینتر سهبعدی در منزل رفع میشود
تنظیمات شروع لایه مانند seam باعث ایجاد برآمدگیهای زبر میشود.
فعالکردن ویژگی coasting در اسلایسر مؤثر است.
راهکار اختصاصی پرینتر 3dRD: سرعت retraction را بین ۴۰ تا ۶۰ میلیمتر بر ثانیه تنظیم کنید.
سایه انداختن (Ghosting): چرا پرینتر سهبعدی لرزش دارد و لایه شیفت میشود
ارتعاش در سرعتهای بالا باعث ایجاد سایههای تکراری روی سطوح میشود.
کاهش شتاب jerk و سرعت چاپ برای رفع این مشکل کمککننده است.
راهکار اختصاصی پرینتر 3dRD: تمامی پیچهای فریم و بدنه را مجدداً سفت کنید تا ثبات افزایش یابد.
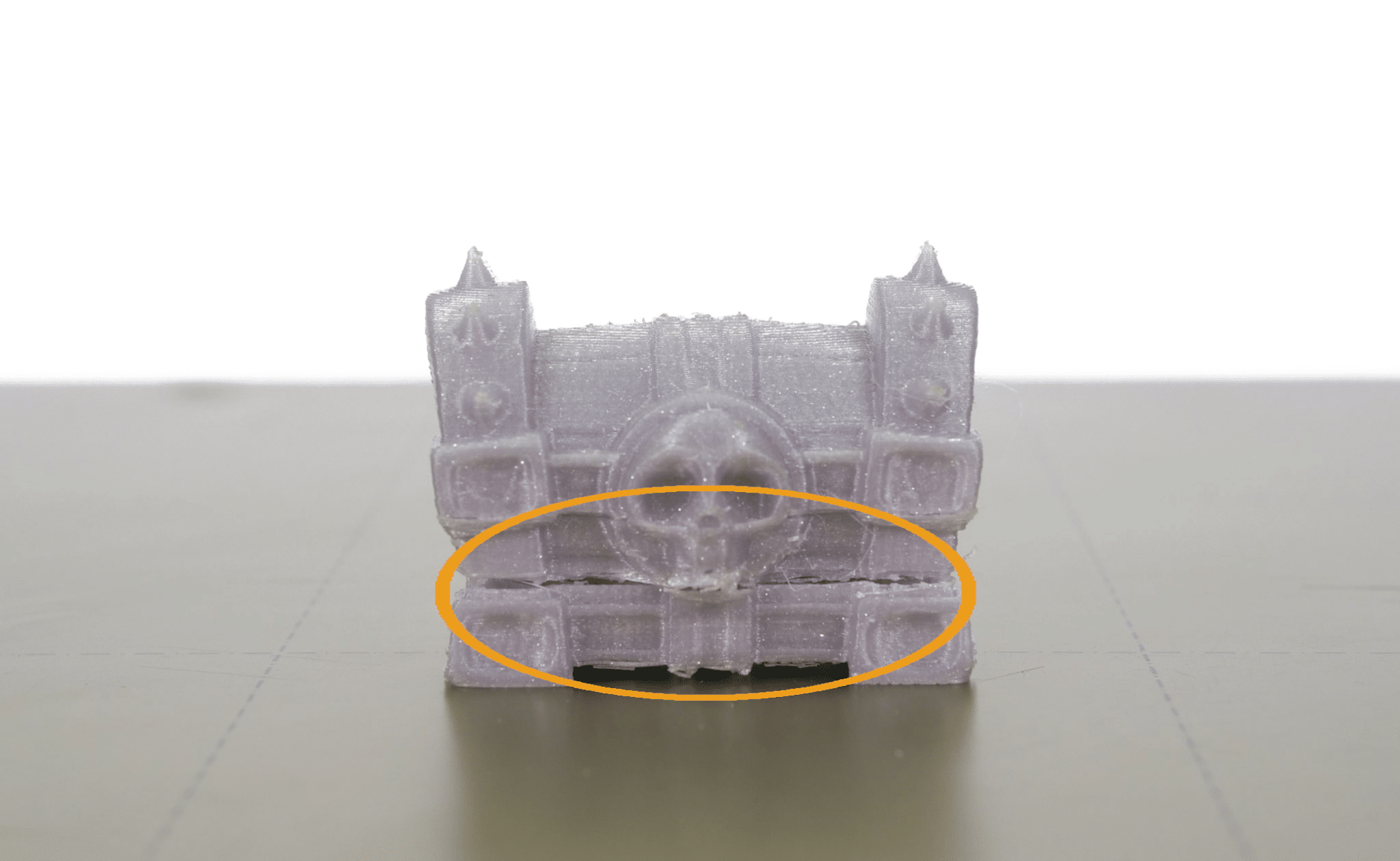
جداشدن لایهها (Layer Separation): چسبندگی ضعیف بین لایه پرینتر سهبعدی
چسبندگی ضعیف بین لایهها به دلیل دمای پایین یا فن بیشفعال رخ میدهد.
راهکار این خطا افزایش دمای نازل و قطع موقت فن خنککننده عمومی است.
راهکار اختصاصی پرینتر 3dRD: برای چاپ قطعات بزرگ حتماً انکلوژر بسازید تا حرارت حفظ شود.
پر نشدن سقف (Pillowing): مشکل infill پرینت سهبعدی شکافدار
تعداد کم لایههای سقف باعث ایجاد حفرهها و پر نشدن کامل میشود.
راهکار استاندارد افزایش تعداد top layers در اسلایسر را به شما توصیه میکنیم.
راهکار اختصاصی پرینتر 3dRD: قدرت فن خنککننده نازل را تقویت کنید تا سطوح صافتر شوند.
خرابی ساپورتها (Support Failure): فاصله غلط ساپورت پرینتر سهبعدی
تراکم کم یا تنظیمات Z-gap نامناسب باعث شکست ساپورتها میشود.
افزایش دانسیته ساپورت بیش از ۱۵ درصد مفید است.
راهکار اختصاصی پرینتر 3dRD: فاصله عمودی ساپورت را با ارتفاع لایه یکی کنید تا اتصال محکمتر باشد.
صدای سوت درایورها (Driver Whine): عیب یابی پرینتر سه بعدی با تنظیم ولتاژ درایورها پرینتر سهبعدی
ولتاژ نامناسب استپر موتورها باعث ایجاد صدای سوت میشود.
تنظیم Vref درایورها ضروری است.
راهکار اختصاصی پرینتر 3dRD: از نصب صحیح فن روی برد اصلی مطمئن شوید تا خنکسازی مناسب انجام گیرد.
عدم ذوب فیلامنت (Cold Extrusion): خطای سنسور دما پرینتر سهبعدی
خطای سنسور دما یا کابلهای معیوب مانع از ذوب مناسب فیلامنت میشود.
تعویض ترمیستور سنسور دما را توصیه میکنیم.
راهکار اختصاصی پرینتر 3dRD: سوکتهای متصل به هد چاپ را بررسی کنید تا اتصال ایمن باشد.
پلهپله شدن (Z-Banding): تمیزکاری لیداسکرو محور Z پرینتر سهبعدی
کثیفی یا خمیدگی لیداسکرو باعث پلهپله شدن سطوح میشود.
تمیزکاری و گریسکاری لیداسکرو به طور عمومی پیشنهاد میشود.
این خطا به خصوص در ساخت مجسمه و تندیس با پرینتر سه بعدی بیشتر دیده می شود.
راهکار اختصاصی پرینتر 3dRD: از کوپلینگهای منعطف برای اتصال موتور Z استفاده کنید تا لرزش کم شود.
خطای ابعادی قطعات چاپی (Dimensional Inaccuracy)
کالیبره نبودن گام موتورها باعث عدم دقت ابعادی قطعات میشود.
تنظیم step/mm در محورهای X، Y و Z راهکار کلی است.
راهکار اختصاصی پرینتر 3dRD: با یک کولیس دیجیتال، مکعب تست ۲۰ میلیمتری را کالیبره کنید تا دقت بهبود یابد.
سوختن فن خنککننده
کیفیت پایین فن استوک باعث سوختن زودهنگام آن میشود.
تعویض فن با مدلهای باکیفیت ۵۰۱۵ مؤثر است.
راهکار اختصاصی پرینتر 3dRD: از سیمکشی مستقیم و ایمن فن مطمئن شوید تا عمر آن افزایش یابد.
برای اینکه کمتر با این خطاها سروکار داشته باشید، پیشنهاد میشود هر ماه یکبار تمام پیچهای شاسی و کوپلینگهای محور Z را آچارکشی کنید.
ارتعاشات مداوم در چاپهای طولانیمدت، عامل اصلی بسیاری از خطاهای پرینترهای سهبعدی است.
سخن پایانی
تسلط بر کار با پرینترهای سهبعدی و عیب یابی پرینتر سه بعدی، شما را از یک اپراتور معمولی به یک متخصص حرفهای چاپ تبدیل میکند.
با بهکارگیری چکلیستهای رفع عیوب و تنظیمات پیشنهادی این مقاله، هم هزینههای ناشی از ضایعات را به حداقل میرسانید،
هم کیفیت پروژههای خود را به سطح استانداردهای جهانی ارتقا میدهید.
پرسشهای متداول
چرا فیلامنت پرینتر سهبعدی مدام میشکند؟
باید فیلامنت را از رطوبت دور نگه دارید و کشش را تنظیم کنید. برای پرینترهای ایرانی از فیلامنت ایرانی با کیفیت استفاده کنید.
چرا فیلامنت دندانهدار میشود؟
علت را باید در کشش فنر اکسترودر دید، باید آن را تنظیم کنید و فیلامنت تازه جایگزین نمایید. چک کرده چرخدنده را هم بررسی کنید؛ زیرا ساییدگی در برخی از مدلها به وجود میآید.
چرا دقت ابعادی پرینتر سهبعدی من اینقدر پایین است؟
باید طرح سهبعدی را در اسلایسر چک کنید و کالیبراسیون XYZ را انجام دهید. در نهایت با تعویض قطعات مکانیکی مانند تسمه کار را بهتر میکند.
علت گرد نبودن دایرههای چاپ سهبعدی چیست؟
تسمهها را باید سفت کنید و سرعت را متعادل نگه دارید. روغنکاری بلبرینگها حرکت را روانتر میکنند.
چرا پرینتر سهبعدی جزئیات مدل را ظریف چاپ نمیکند؟
اول لایه height را به ۰.۱ تا ۰.۱۵ میلیمتر کاهش دهید و سرعت را پایین بیاورید. از فیلامنت با کیفیت بالاتر استفاده کنید؛ زیرا مدلهای ارزان دقت کمتری دارند.
علت ناهمواری سطوح خارجی مدل در پرینتر سه بعدی تابلو سازی چیست؟
برای جلوگیری از این کار در
پرینتر سه بعدی تابلو سازی
سرعت چاپ را کاهش دهید و دمای محیط را هم ثابت نگه دارید. همیشه تسمهها و بلبرینگهای پرینتر را چک کنید تا لرزش کم شود.
چرا مدل سهبعدی بعد از چاپ ذوب میشود؟
برای رفع مشکلات پرینتر سه بعدی در این مسئله فن را چک کنید و از انکلوژر برای کنترل دما استفاده نمایید. در هوای گرم ایران در تابستان دمای محیط را با پنکه یا کولر پایین نگه دارید.
برای نوشتن دیدگاه باید وارد بشوید.