فهرست عناوین این مقاله:
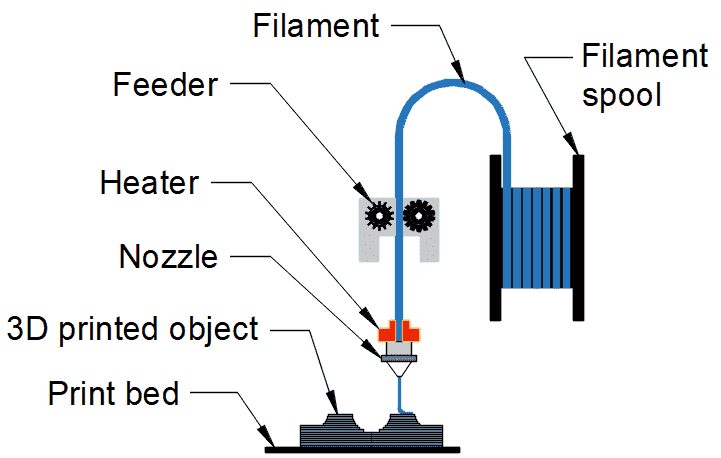
2 – سیستم پرینت سه بعدی اف دی ام (FDM) چطور کار میکند؟
3 – تنظیمات اصلی انواع پرینتر سه بعدی را چگونه باید بشناسیم؟
4 – تاب برداشتن محصول در چاپ با پرینتر سه بعدی به چه صورت رخ می دهد؟
5 – چسبندگی لایه های اصلی در پرینتر سه بعدی به چه صورت محاسبه می شود
6 – فرق مقاومت بین لایه های مختلف
7 – سازه ساپورت یا سازه پشتیبان چیست؟
8 – تراکم داخلی و ضخامت پوسته چه مقدار برای پرینتر سه بعدی اهمیت دارند؟
9 – پولیش کردن قطعه، پرداخت به قطعه و انجام طراحی های بعد از پرینت
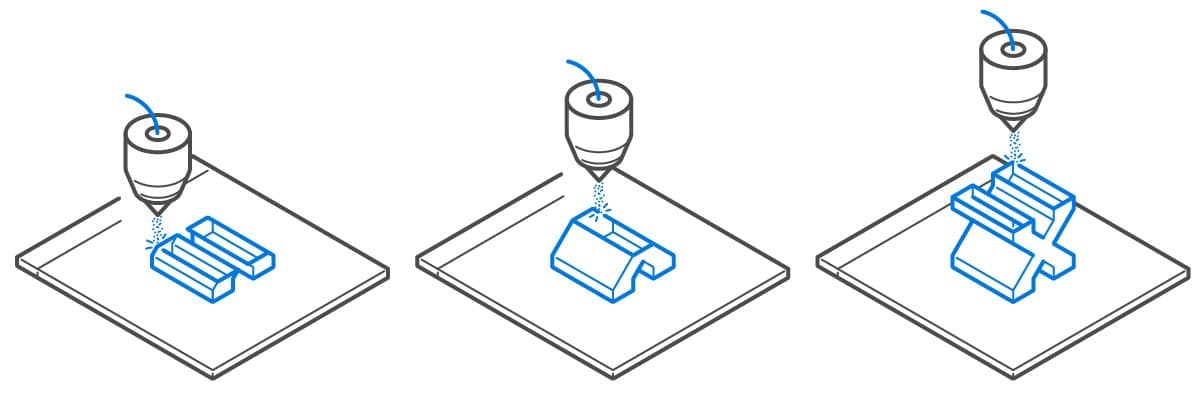 پرینت سه بعدی FDM
پرینت سه بعدی FDM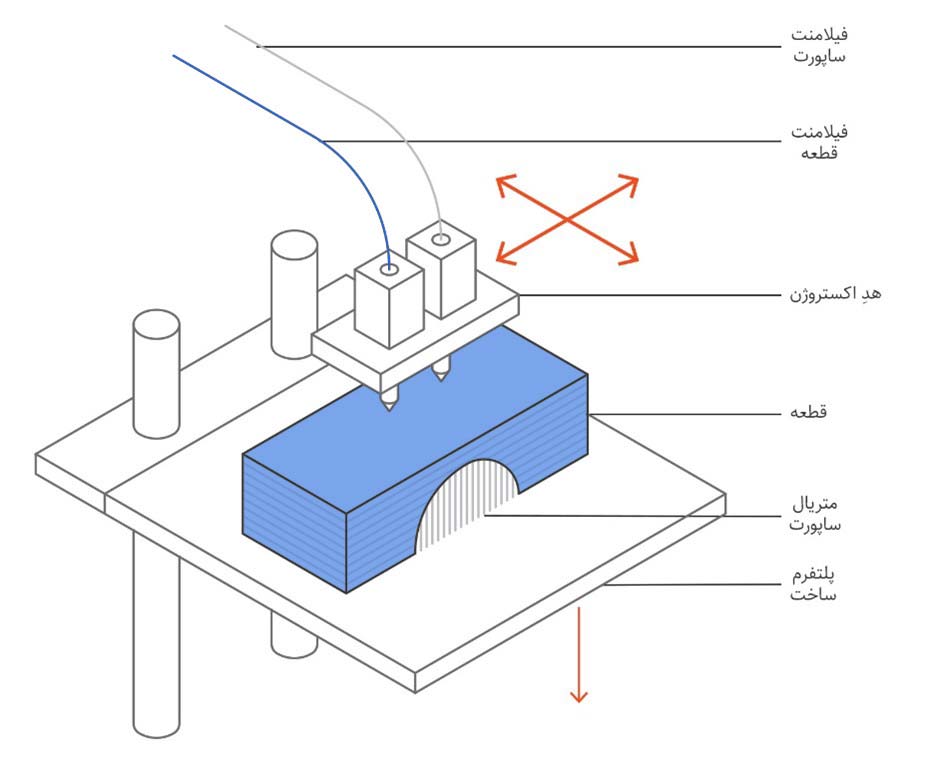 روش پرینت سه بعدی اف دی ام FDM
روش پرینت سه بعدی اف دی ام FDM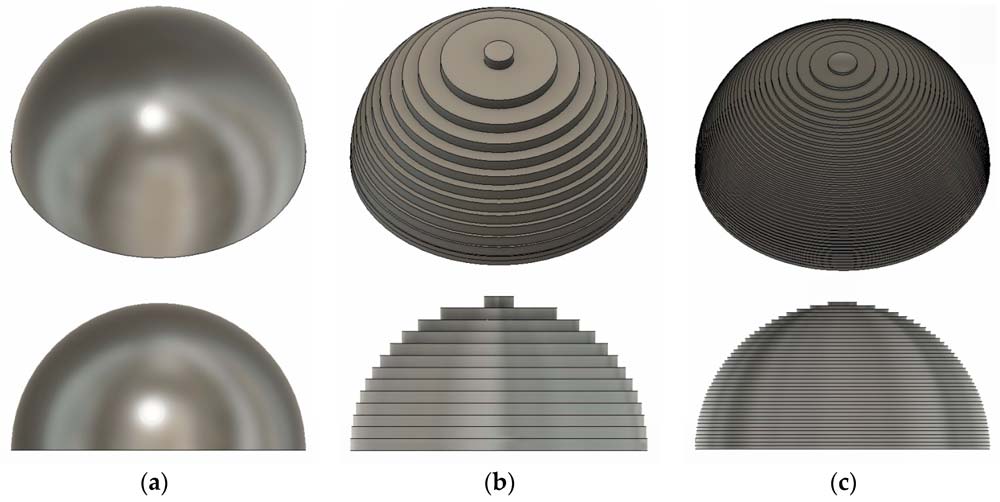 ضخامت لایه های مختلف در پرینت سه بعدی FDM
ضخامت لایه های مختلف در پرینت سه بعدی FDM تاب برداشتن قطعه در پرینت سه بعدی
تاب برداشتن قطعه در پرینت سه بعدی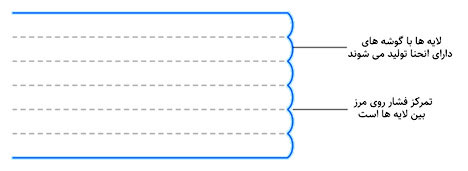 لایه ها – انحنای گوشه لایه ها در پرینت سه بعدی
لایه ها – انحنای گوشه لایه ها در پرینت سه بعدی سازه ساپورت و پشتیبان در پرینت سه بعدی
سازه ساپورت و پشتیبان در پرینت سه بعدی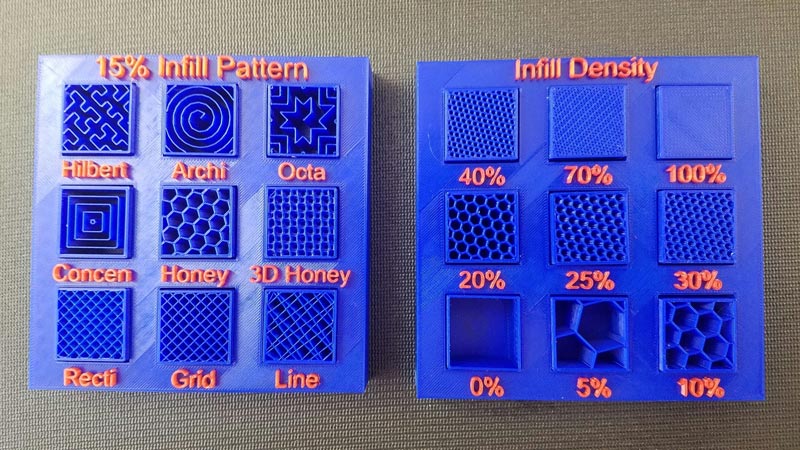 تراکم داخلی و ضخامت پوسته در پرینتر سه بعدی
تراکم داخلی و ضخامت پوسته در پرینتر سه بعدی پولیش کردن قطعه، پرداخت به قطعه و انجام طراحی های بعد از پرینت سه بعدی
پولیش کردن قطعه، پرداخت به قطعه و انجام طراحی های بعد از پرینت سه بعدی












4 دیدگاه. ارسال دیدگاه جدید
با سلام
بنده به دنبال یک خط mdfپرینتی هستم و میخوام اطلاعات جامع و کاملی برای mdf 16 میل داشته باشم که راه اندازی کنم، آیا شما در این زمینه میتوانید کمکی بفرمایید؟
اگر ممکنه لطفا سریعتر به بنده پاسخ دهید. متشکرم
درود، لطفاً نحوه کارکرد پرینتر سه بعدی رزینی SLA را هم توضیح بدهید
ممنون
سلام توضیح خوبی بود متشکرم
سلام راهکاری برای تولید انبوه با پرینتر سه بعدی دارین؟